Simbolo di Comunicazione Ecosostenibile per Taglio Laser
Design: Il simbolo è realizzato in stile flat, utilizzando una palette di colori in bianco e nero per garantire ottimi risultati nella lavorazione a laser. Questa scelta stilistica non solo risalta la precisione del taglio laser, ma enfatizza anche la chiarezza visiva del simbolo.
Temi: Il design rappresenta le vie di comunicazione in un contesto di sostenibilità ambientale. Le linee geometriche perfette formano una rete di strade e percorsi che si intersecano con elementi naturali stilizzati, come alberi e onde d'acqua, creando un'armonia visiva tra tecnologia e natura.
Elementi di Sostenibilità : Integrato nel design è il simbolo del riciclo, trasformato in una semplice foglia verde (rappresentata in nero per la lavorazione a laser), che simbolizza l'impegno verso la sostenibilità . Questo elemento sottolinea l'importanza di considerare l'ambiente nelle infrastrutture di comunicazione.
Applicazioni: Questo simbolo è ideale per essere utilizzato in vari contesti che richiedono la rappresentazione di temi di ecosostenibilità , come campagne di sensibilizzazione, materiali informativi, o come parte integrante del branding aziendale che valorizza la responsabilità ambientale.
Concept del Simbolo di Comunicazione Ecosostenibile per Taglio Laser
Visione: Il simbolo è pensato per incarnare l'integrazione tra progresso tecnologico e rispetto dell'ambiente. Attraverso l'uso di forme geometriche e simboli naturali, il design vuole trasmettere un messaggio di armonia e sostenibilità , essenziale per le moderne vie di comunicazione.
Interpretazione:
Vie di Comunicazione: Le linee pulite e chiare rappresentano le infrastrutture di comunicazione, come strade, ponti e reti di trasporto. Queste vie sono disegnate per riflettere l'efficienza e l'ordine, elementi chiave nel mantenimento di una società connessa e funzionale.
Elementi Naturali: Gli alberi e le onde d'acqua stilizzati non solo servono a bellezza estetica, ma anche come richiamo alla necessità di includere la natura nel nostro sviluppo urbano e tecnologico. Questi elementi simboleggiano la crescita, la rigenerazione e l'adattabilità .
Simbolo del Riciclo/Foglia Verde: Posizionato strategicamente nel design, serve come promemoria che ogni aspetto della nostra infrastruttura dovrebbe considerare l'impatto ambientale e promuovere pratiche sostenibili.
Applicazioni:
Corporate Branding: Aziende che si impegnano per la sostenibilità possono utilizzare questo simbolo nelle loro comunicazioni per rappresentare il loro impegno verso pratiche eco-compatibili.
Campagne Pubblicitarie: Perfetto per campagne che mirano a sensibilizzare il pubblico sull'importanza dell'integrazione tra tecnologia e conservazione ambientale.
Materiali Educativi: Ideale per materiali didattici che discutono di sostenibilità , urbanistica e tecnologie ambientali.
Materiali e Tecniche:
Il design è ottimizzato per il taglio laser, garantendo che ogni dettaglio sia preciso e netto. L'utilizzo di materiali riciclabili o eco-compatibili per la realizzazione fisica del simbolo può ulteriormente rafforzare il messaggio di sostenibilità .
Domande frequenti? Scopri tutte le risposte ai quesiti tecnici più comuni! Approfondisci le informazioni essenziali sulle opere metalliche e migliora la tua comprensione con soluzioni pratiche e chiare. Non lasciarti sfuggire dettagli importanti!
Cianfrino e cianfrinatura. Cos'è e come rappresentarlo.
La cianfrinatura è una lavorazione che si esegue per preparare gli elementi alla successiva saldatura. Permette di eseguire la saldatura in modo corretto, secondo quanto richiesto dalla lavorazione specifica.
La cianfrinatura è la preparazione dei lembi nel processo di saldatura per l’unione di testa di lamiere. Questa operazione si esegue per diverse ragioni, ad esempio, assicurare la buona penetrazione del bagno fuso, facilitare l’operazione di saldatura, o creare un buon posizionamento del giunto saldato. I due lembi da saldare vengono modificati tramite lavorazioni opportune che varieranno in base a diversi fattori: lo spessore del giunto, la resistenza, il tipo di saldatura e la forma del giunto richiesta. Se gli oggetti da saldare hanno spessore molto fine, circa 3 mm, l’operazione di cianfrinatura non è più necessaria.
La cianfrinatura può essere:
a ghetto – per uno spessore che va dai 3 ai 6 mm
a V – per uno spessore tra i 6 e i 16 mm
a X – per uno spessore maggiore di 16 mm
a U – per uno spessore maggiore di 20 mm
La preparazione è regolamentata dalle norme UNI EN ISO 9692.
Wikipedia
Spiegato in modo semplicistico è lo smusso o incavo che viene eseguito in corrispondenza di dove verrà eseguita la saldatura.
Lembo: superficie del pezzo interessata dalla deposizione del cordone. La cianfrinatura è l’operazione con cui si preparano i lembi delle lamiere da saldare. La scelta del cianfrino dipende dal procedimento e dalla posizione di saldatura, dallo spessore e dal tipo di giunto, dal grado di penetrazione richiesto.
Tipi di cianfrinature.
"Semplicità ed Efficienza con Tekla: La Scelta per i Progettisti Metallici"
Semplicità ed â€Efficienza con Tekla: La Scelta per i Progettisti Metallici
Nel settore â€del â¤design e‌ della costruzione di strutture metalliche, â£l’efficienza e la precisione sono fondamentali per garantire risultati di alta qualità‌ e tempi di realizzazione ridotti. A​ tal fine, i progettisti metallici sono costantemente‌ alla ricerca†di strumenti‌ avanzati che possano semplificare il processo di progettazione e migliorare la produttività complessiva.‌ Tra le soluzioni di â€punta sul mercato, Tekla risalta come una scelta eccezionale, ​offrendo un ambiente di lavoro altamente intuitivo e una vasta gamma â£di funzionalità â¤innovative. In questo articolo esploreremo le ragioni per cui⢠Tekla‌ è diventata la scelta preferita dei progettisti metallici per ottimizzare â¤l’efficienza e garantire la qualità del â€progetto.
Introduzione a Tekla: un software per la progettazione â£metallica all’avanguardia
Benvenuti alla nostra guida introduttiva su Tekla, un software all’avanguardia ideato per la progettazione⢠metallica. Con un insuperabile livello di precisione e funzionalità avanzate, Tekla si è affermato come†il leader nell’industria dell’ingegneria e â¤dell’architettura per la​ progettazione e la gestione ​delle costruzioni in ‌acciaio.
Dotato di un’interfaccia intuitiva e di⤠potenti strumenti di modellazione, questo software offre una soluzione completa per​ la pianificazione, il disegno⢠e l’esecuzione di progetti â¤di strutture metalliche. Una ​delle caratteristiche principali â£di Tekla⢠è la sua capacità â€di generare modelli 3D accurati, che consentono agli utenti di visualizzare e analizzare ogni dettaglio delle loro creazioni metalliche.
Tekla supporta una vasta gamma di applicazioni,†tra cui la progettazione â€di telai, travi, â£colonne, scale, piastre​ e molto altro. Grazie alla sua avanzata tecnologia di modellazione⤠parametrica, è possibile‌ creare strutture complesse in modo rapido ed efficiente, risparmiando tempo e risorse preziose per ‌i progettisti‌ e gli ‌ingegneri.
Una delle caratteristiche distintive⢠di Tekla è la sua capacità di generare dettagli⣠accurati e di alta qualità per la produzione e il montaggio. Con funzionalità specifiche per†la creazione di ‌disegni di lavorazione, l’ottimizzazione dei materiali e la â£gestione delle collisioni,‌ Tekla ‌semplifica notevolmente il processo⢠di â€produzione e ‌assicura una maggiore precisione durante l’installazione sul cantiere.
Grazie alla â¤sua interoperabilità, Tekla si â¤integra ‌facilmente con altri software e strumenti di analisi â£strutturale, consentendo la condivisione dei dati​ e una migliore collaborazione all’interno di un â¤team di progettazione. Ciò permette di ottimizzare ulteriormente il flusso di lavoro e di garantire una â¢comunicazione​ senza interruzioni†tra â£i diversi stakeholder del progetto.
Con Tekla, è ‌anche possibile generare preventivi accurati e tempestivi per i progetti di strutture metalliche. Grazie alla sua ampia libreria di materiali e al calcolo automatico dei costi, gli â¢utenti possono valutare in modo esaustivo l’impatto finanziario di ogni†design proposto, consentendo una pianificazione finanziaria più precisa e una presa di decisioni informate.
In â¤sintesi, Tekla rappresenta la â£soluzione definitiva per la progettazione metallica all’avanguardia. â¢Con le sue caratteristiche avanzate, il supporto â£per†una vasta gamma di applicazioni e â€la facilità di utilizzo, questo software fornisce gli strumenti necessari per ‌creare â£progetti⤠di â¤alta qualità, ottimizzare i⣠processi di â€produzione e ​migliorare la​ collaborazione all’interno del team di progettazione. Sia che siate architetti, ingegneri o professionisti dell’edilizia,⢠Tekla è la scelta ideale per accrescere la vostra produttività ed ‌eccellere nel settore ‌delle costruzioni in acciaio.
Vantaggi della semplicità di Tekla per i progettisti metallici
Quando si tratta di progettare strutture metalliche complesse, ​i progettisti cercano soluzioni⢠che possano semplificare il loro lavoro â£senza compromettere la†qualità ‌del risultato â£finale. In questo⤠contesto, Tekla si†distingue ​come un software altamente efficiente â¢e intuitivo, offrendo numerosi vantaggi ai professionisti del settore.
1. Interfaccia intuitiva: Tekla offre un’interfaccia utente⣠intuitiva che consente​ ai progettisti di accedere facilmente a tutte le funzionalità necessarie per il loro lavoro. Con un design chiaro e â¤organizzato, gli utenti â£possono navigare rapidamente tra le â£diverse sezioni del software ​e sfruttare al massimo le⣠sue potenti capacità.
2. Modellazione 3D avanzata: Tekla consente la⣠creazione di modelli 3D dettagliati e accurati,‌ offrendo una panoramica completa â£del progetto. Questo approccio ​permette ai progettisti di rilevare eventuali errori o conflitti prima della costruzione, riducendo â£i costi e i ritardi associati a†modifiche dell’ultimo minuto.
3. Gestione automatica dei materiali: Grazie ‌alle funzioni â¢di Tekla, i​ progettisti possono avere un controllo preciso â£sulla quantità e il tipo di â€materiali â¤necessari per la costruzione. Il software genera automaticamente⣠le†liste dei materiali, semplificando il⣠processo di acquisto e riducendo al â€minimo â€gli sprechi.
4. Collaborazione facilitata: ​ Tekla facilita la collaborazione â¢tra†i membri del team attraverso la condivisione di modelli online.⤠I progettisti possono lavorare simultaneamente â£sugli stessi file,‌ modificare elementi⢠specifici⤠e tenere traccia delle modifiche apportate dagli altri, garantendo la coerenza del progetto.
5. Analisi strutturale integrata: â¤Tekla offre funzionalità di analisi strutturale integrate, consentendo ai progettisti di valutare​ l’efficienza â¤e la robustezza delle â£loro⢠soluzioni. Questa caratteristica aiuta a identificare eventuali punti deboli o aree â¤di miglioramento, â¤consentendo di ottimizzare il progetto in‌ fase di progettazione.
6. Automatizzazione dei processi: Con Tekla, i progettisti possono automatizzare molte‌ delle â¤attività â¤ripetitive, come la generazione di piani di montaggio⢠o la creazione di rapporti ​tecnici. Questo consente di risparmiare tempo prezioso e ridurre il ‌rischio di errori‌ umani.
7. Compatibilità con altri software: â¢Tekla è compatibile con una vasta gamma di software⣠utilizzati nell’industria delle costruzioni, consentendo un’integrazione semplice e senza problemi. Ciò â¤significa che i progettisti possono importare ed esportare facilmente i dati dal e verso altri programmi, migliorando l’efficienza del flusso di lavoro.
8. Assistenza e supporto†esperti: Tekla offre un eccellente servizio di assistenza e supporto tecnico. I progettisti possono contare su un team di esperti che forniscono risposte precise e soluzioni†rapide ai problemi o ​alle domande che possono sorgere durante l’utilizzo del software.
L’efficienza migliore con Tekla: ottimizzazione dei ​processi di progettazione
La‌ tecnologia di â€punta di Tekla offre â¤una†soluzione completa e altamente efficiente per⣠l’ottimizzazione dei processi di progettazione. Grazie â€alla vasta gamma di strumenti avanzati forniti da⣠Tekla, è possibile migliorare⢠l’efficienza del tuo workflow di progettazione e ottenere risultati eccezionali.
Uno dei principali vantaggi di Tekla è â¤la sua capacità di gestire â€in modo efficiente i modelli BIM 3D complessi.†Utilizzando Tekla, è possibile creare modelli accurati e dettagliati che â¤facilitano la†comunicazione tra tutti i membri del team, riducendo così il rischio di errori e ritardi.
Inoltre, Tekla offre†una vasta gamma di funzionalità avanzate ‌per l’ottimizzazione del processo di progettazione. Ad esempio, la funzione di analisi​ strutturale integrata di Tekla consente â¤di verificare facilmente la stabilità e la sicurezza delle strutture in​ tempo reale, â¤fornendo una base â€solida per prendere decisioni informate durante il processo di progettazione.
Un altro strumento⢠essenziale⣠fornito†da⤠Tekla è â¤il suo potente motore di generazione automatica ‌di disegni.†Questo strumento permette‌ di⣠generare â¢automaticamente tutti i disegni necessari per la ​produzione,‌ inclusi piani di montaggio, disegni di fabbricazione e dettagli costruttivi. Ciò consente di​ risparmiare â¤tempo prezioso, riducendo al minimo gli errori e semplificando il processo di produzione.
Inoltre, Tekla†facilita⤠anche la collaborazione tra i membri del team di⤠progettazione. ‌Grazie alla⢠sua capacità di condividere facilmente i modelli BIM con⤠altri â¢membri del team, è possibile garantire una comunicazione efficiente e una collaborazione senza problemi, ‌migliorando così la produttività complessiva†del progetto.
L’elevata flessibilità†di‌ Tekla è un’altra caratteristica che merita di essere menzionata. Questo⤠software â¤può essere utilizzato in una â¤vasta gamma di settori, tra cui l’ingegneria⣠civile, l’architettura e l’industria manifatturiera. Ciò significa​ che⤠Tekla è in​ grado di soddisfare â€le esigenze di⢠progettazione â¤di qualsiasi tipo di progetto o settore, offrendo la massima efficienza‌ a tutti i suoi utenti.
Infine, Tekla†offre anche una serie di strumenti avanzati per la creazione di report e la gestione⣠dei dati. â¤Questi strumenti â¤consentono di â£monitorare e analizzare‌ i dati di progettazione in ​tempo reale, facilitando la â¢presa di ​decisioni informate​ e l’ottimizzazione delle risorse†disponibili.
In conclusione, Tekla è la scelta ideale per chi cerca la massima efficienza nel processo di progettazione. Grazie alle sue funzionalità avanzate, alla gestione â£efficiente di modelli†complessi e alla facilità ​di collaborazione, Tekla offre â¢un’esperienza di progettazione â¤altamente ottimizzata ‌che contribuisce al successo di qualsiasi progetto.
Tekla e l’integrazione di software: raccomandazioni per â£massimizzare ‌i risultati
Quando si tratta di aumentare l’efficienza e massimizzare i⤠risultati nel settore della​ progettazione e gestione d’impianti, l’integrazione di software diventa un†fattore fondamentale. Tekla, un potente strumento di modellazione⤠3D, può essere integrato con una vasta gamma⣠di software, ‌offrendo un’esperienza​ completa e efficiente per gli ingegneri e i progettisti.
Ecco alcune raccomandazioni per massimizzare⢠i risultati⤠dell’integrazione di Tekla con altri software:
Scelta dei software da integrare: Prima di tutto, è importante selezionare accuratamente i software da integrare con Tekla. Considera le tue esigenze specifiche e cerca applicazioni che possano migliorare la tua produttività e soddisfare le tue necessità professionali.
Configurazione e personalizzazione: Una â¢volta integrato il software, dedica del tempo per configurarlo correttamente. ‌Personalizza le impostazioni in base⤠alle‌ tue preferenze e necessità, in modo da ottimizzare l’utilizzo â€dei diversi strumenti.
Flusso di lavoro: Definisci un‌ flusso di lavoro chiaro e⣠ben strutturato per garantire una corretta integrazione tra Tekla e gli altri software. Ciò â€aiuterà il tuo â€team a lavorare in â¢modo â¢coerente ‌e sincronizzato, â¢evitando errori e⤠duplicazione di lavoro.
Per ottenere una piena integrazione, â¢è essenziale â€che Tekla comunichi correttamente con gli altri software. Utilizza i ‌file di interscambio â£standard⤠come IFC o CIS/2⤠per condividere informazioni tra⣠Tekla e i software esterni. Fai attenzione alle versioni dei formati dei file per evitare problemi di compatibilità.
Collaborazione: Sfrutta l’integrazione software per facilitare la⣠collaborazione⢠tra team e settori diversi. Condividi facilmente i modelli†3D e i dati pertinenti ‌tra Tekla e altri software utilizzati ‌dai​ colleghi, consentendo una collaborazione senza interruzioni durante tutte le â¢fasi del progetto.
Mantenimento di un codice di progetto coerente: Se si lavora su un progetto â£complesso che coinvolge più â£software, è ​importante mantenere‌ un⢠codice â£di progetto⣠coerente. Evita discrepanze tra⤠le​ misure, le⢠coordinate e i nomi dei⢠componenti utilizzati da Tekla​ e dagli altri software, in modo da â¢garantire l’integrità dei â¢dati e la corretta⤠visualizzazione del modello.
Formazione â€e supporto: Assicurati che il tuo team sia​ adeguatamente formato per⣠utilizzare Tekla e gli altri†software integrati. Offri formazione specifica per â£ciascun â€software e fornisci un supporto tecnico competente, in modo che tutti si ‌sentano sicuri â£e in grado di sfruttarne appieno le potenzialità.
Monitoraggio e valutazione: Infine, tieni‌ traccia dei risultati ottenuti dall’integrazione software. Fai un monitoraggio costante dei tempi⣠di progettazione, dei costi e della ‌qualità del lavoro per identificare eventuali aree di miglioramento e apportare le correzioni necessarie.
Seguendo queste raccomandazioni e personalizzandole in base​ alle tue esigenze specifiche, potrai⢠massimizzare i⣠risultati dell’integrazione di Tekla con altri software, ottimizzando il â£tuo flusso di lavoro e migliorando l’efficienza del⢠tuo team.
L’importanza⤠della precisione nella progettazione metallica con â¤Tekla
Nella progettazione metallica, la precisione è un elemento chiave per‌ garantire la riuscita del progetto â¢e la sicurezza delle strutture. Tekla, il software di riferimento nel settore, offre†strumenti†e⣠funzionalità avanzate per raggiungere livelli di precisione elevati.
Uno​ dei principali vantaggi di Tekla è la possibilità di lavorare â€in modo collaborativo su piattaforme condivise.†Grazie â¢alla condivisione dei modelli 3D, tutti i membri del team di progettazione possono lavorare contemporaneamente sullo â¤stesso â€progetto, riducendo â¢il rischio di errori e migliorando la comunicazione.
La precisione di ​Tekla â€si riflette⤠in una serie di funzionalità avanzate per la modellazione â¤dei componenti ‌metallici. Con Tekla è possibile creare modelli strutturali dettagliati, utilizzando librerie di elementi predefiniti⤠o creando componenti personalizzati.
La funzionalità di “snap” â¤di Tekla consente di allineare i componenti con ​precisione millimetrica, garantendo la corretta posizione â£e l’interferenza zero. Inoltre, Tekla permette di definire regole di minimo e massimo distanza tra i componenti, assicurando un⢠risultato â¢preciso e in linea†con le â¤norme di sicurezza.
L’analisi degli sforzi strutturali è un⣠altro aspetto fondamentale​ nella†progettazione metallica. Tekla offre strumenti avanzati per l’analisi statica e dinamica delle strutture, calcolando con precisione i⤠carichi e le sollecitazioni che agiscono sui singoli componenti.
Tekla⣠consente anche​ di generare report dettagliati, che contengono informazioni sulle dimensioni, le quantità e le caratteristiche â¤dei componenti progettati. Questi‌ report sono fondamentali per il processo di produzione e installazione, in quanto forniscono indicazioni â¤precise su come â¤realizzare e assemblare le‌ strutture in metallo.
Oltre alla progettazione, Tekla offre anche funzionalità per il controllo e la†gestione della produzione e dell’installazione delle†strutture metalliche. â£Grazie alla precisione dei modelli 3D e dei report generati, è possibile†controllare ogni fase del processo, garantendo la â€qualità e l’accuratezza del prodotto â¢finale.
In conclusione, la precisione è fondamentale ​nella progettazione metallica e Tekla si rivela il software ideale per â€garantirla. Grazie alle sue funzionalità avanzate, ​è​ possibile‌ creare modelli strutturali dettagliati, analizzare gli sforzi⢠strutturali, â¤generare report e controllare ogni fase del processo produttivo. Con⢠Tekla, la⣠precisione â£diventa un elemento chiave†per il successo⤠dei progetti⤠e†la sicurezza â¢delle strutture.
Consigli⤠pratici per migliorare l’efficienza con Tekla: strategie e trucchetti
In questa sezione, condivideremo alcuni consigli pratici⤠che possono aiutarti a migliorare l’efficienza con Tekla. Indipendentemente dal tuo⤠livello di esperienza, queste ‌strategie e trucchetti â¢ti ‌permetteranno ‌di lavorare†in‌ modo più veloce ed efficace con â¢questo potente â¢software di modellazione​ strutturale. Fai tesoro di questi â¤suggerimenti per ottenere risultati ottimali nel tuo lavoro quotidiano.
1. Utilizza i comandi rapidi: Impara i ​comandi rapidi di Tekla per‌ eseguire le ‌azioni frequenti in modo più rapido. Sfrutta†la funzione di ‌personalizzazione delle scorciatoie per adattare il software alle tue esigenze specifiche.
2. Organizza e ‌raggruppa â£gli oggetti: Utilizza la funzione di organizzazione delle strutture per raggruppare gli oggetti⢠correlati. Questo ti⢠permetterà di lavorare⣠in modo più​ ordinato e di navigare meglio nelle gerarchie‌ complesse.
3. Utilizza⤠i filtri: I filtri sono un’ottima risorsa‌ per isolare determinati oggetti o tipi†di elementi†all’interno del modello. Sfrutta le possibilità di filtraggio ‌per facilitare la visualizzazione e la manipolazione​ degli⢠elementi ​specifici che stai cercando.
4. Sfrutta i template: Prepara dei template predefiniti con le impostazioni e‌ le preferenze che utilizzi â¢più spesso.⣠Utilizzali come punto di partenza per nuovi progetti ​per risparmiare ‌tempo e standardizzare il lavoro.
5. Utilizza i â€componenti personalizzati: Sfrutta la possibilità di creare â€e utilizzare componenti personalizzati per ridurre i tempi di modellazione. Creando librerie personalizzate di oggetti e componenti frequentemente utilizzati, avrai a â¢disposizione risorse‌ consolidate e velocizzerai le operazioni di‌ modellazione.
6. Sfrutta le⢠tabelle e i report: Utilizza le potenti funzionalità di⢠tabellazione e creazione di report di Tekla per ottenere una visione dettagliata dei tuoi progetti. Le tabelle â¤e i report possono essere personalizzati per fornire le‌ informazioni necessarie in modo chiaro e‌ strutturato.
7. Collabora con il team: â¢Utilizza la funzione di condivisione dei modelli ​di Tekla per consentire una collaborazione più⣠efficiente con il â¢team. Puoi sincronizzare le modifiche e le annotazioni e tenere tutti aggiornati in‌ tempo reale.
8. Sperimenta ‌e segui le â¢risorse⢠di apprendimento: â£Continua ad esplorare le funzionalità di Tekla e sperimenta†con nuove tecniche. Segui i corsi online, partecipa ai webinar e consulta la documentazione ufficiale per‌ rimanere aggiornato sulle ‌ultime ​novità e⤠migliorare costantemente le tue abilità.
Tekla: la scelta ideale per la collaborazione tra⤠progettisti metallici e fornitori
Tekla â€è senza dubbio la scelta ideale per favorire la collaborazione tra progettisti metallici â¤e fornitori. Grazie ​alle sue caratteristiche avanzate e alla sua ‌affidabilità, questo â¤software offre⣠una piattaforma completa per soddisfare le â£esigenze di entrambe⤠le parti⣠coinvolte nel â¢processo di progettazione e fornitura di â¢strutture in acciaio.
Per â£prima cosa, Tekla offre â¢un ​ambiente di⢠progettazione intuitivo e facile da utilizzare. Grazie alla sua interfaccia utente user-friendly, ‌i progettisti possono†realizzare modelli tridimensionali dettagliati e accurati in modo rapido ed efficiente. Questa funzionalità è⣠di estrema importanza per â€facilitare la collaborazione⣠e la‌ comunicazione tra i progettisti e i fornitori, in quanto†consente a entrambe le parti‌ di visualizzare e â¢comprendere facilmente il progetto.
Inoltre, â£Tekla supporta una â¤vasta†gamma di formati⣠di file, che consente ai fornitori di importare facilmente â¤i modelli creati dai progettisti. Questa caratteristica è⣠essenziale per garantire una cooperazione senza problemi e â€per‌ evitare eventuali complicazioni â£nella fase di produzione. Inoltre, grazie a un â¤sistema di gestione delle revisioni avanzato, Tekla consente ai fornitori di tenere traccia di eventuali ‌modifiche apportate al progetto e di lavorare in modo â£collaborativo e â£coordinato con i progettisti.
Tekla offre anche una serie di strumenti per â€l’analisi strutturale e la verifica delle⤠tensioni. Questi strumenti consentono sia ai progettisti â¤che ai fornitori â¢di⣠identificare e​ risolvere eventuali problemi o criticità nella fase di progettazione. Ciò contribuisce a garantire un⣠risultato finale†di alta qualità e conformità⤠alle normative⤠di settore.
L’integrazione con altri software e sistemi di†gestione è un’altra caratteristica fondamentale‌ di Tekla. Questa ‌capacità permette⢠una comunicazione fluida tra i progettisti e i fornitori, facilitando â¢lo scambio di informazioni e la sincronizzazione dei ​dati. Inoltre, l’integrazione con i sistemi di produzione consente una maggiore efficienza nella pianificazione ​e nella produzione delle strutture in acciaio.
Un altro punto⢠di â£forza â¢di Tekla è la possibilità di creare e gestire rapporti dettagliati sulle quantità e â€sui costi materiali. Questa funzionalità⢠è particolarmente importante per â£consentire⣠ai fornitori di stimare i costi di produzione e di acquisto â¤dei materiali necessari. L’accuratezza e la precisione dei dati forniti da Tekla permettono di ottimizzare i processi di†preventivazione e gestione dei progetti.
Infine, Tekla offre anche strumenti per†il coordinamento e la pianificazione della costruzione, consentendo una migliore sincronizzazione tra i progettisti†e i fornitori. Questo permette⤠di ridurre al minimo gli errori e i ritardi nella fase di produzione, ‌migliorando la qualità â¤del prodotto finale e ottimizzando i tempi di consegna.
In conclusione,⢠Tekla rappresenta la⢠scelta â€ideale per favorire la collaborazione⣠tra progettisti metallici e fornitori. ​Grazie alle sue caratteristiche avanzate, dall’interfaccia intuitiva â¤alla⣠gestione delle revisioni e all’integrazione con altri software, questo software ‌offre una solida base per migliorare l’efficienza e la qualità⣠del ‌processo di progettazione e fornitura di strutture in acciaio. Scegliere Tekla significa investire nella collaborazione â€e nella â¢sinergia tra‌ i professionisti del settore.
Conclusioni: ‌perché Tekla è la soluzione ideale per⤠i progettisti metallici
Concludendo, Tekla è indubbiamente la scelta ideale per i progettisti metallici alla ricerca di ‌una soluzione avanzata ed​ efficiente. Grazie alle sue numerose ​funzionalità e â€all’interfaccia user-friendly, questo â¤software si distingue come â£uno strumento indispensabile per ottimizzare il processo di progettazione e â€migliorare la â¢produttività.
Di seguito, riassumiamo i principali â¢motivi â€per cui Tekla è la soluzione preferita dai ‌progettisti metallici:
Modellazione 3D precisa e â¤dettagliata,​ permettendo una visione completa dell’intero progetto.
Capacità​ di gestire‌ progetti di qualsiasi dimensione e complessità, supportando le esigenze​ di progettazione ​sia per⣠strutture semplici che per quelle complesse.
Collaborazione facilitata grazie alla possibilità‌ di condividere i modelli in tempo reale, consentendo una comunicazione rapida e chiara tra i membri â£del team.
Integrazione⣠con altri software e sistemi utilizzati comunemente nel†settore⣠per â¤garantire la compatibilità e la continuazione​ del â€flusso di lavoro.
Automazione di compiti ripetitivi‌ e riduzione degli⤠errori grazie â¢all’utilizzo di script personalizzati e di funzionalità intelligenti.
Strumenti avanzati⣠di analisi strutturale per verificare⤠la⢠resistenza â¢e la stabilità delle strutture, fornendo una maggiore affidabilità nelle fasi di progettazione.
Generazione automatica di disegni, documentazione e report, accelerando il processo⢠di produzione e â¢semplificando⢠la⢠gestione delle informazioni.
Supporto tecnico â¤completo e costante,​ garantendo un’assistenza⢠professionale†e un’adeguata formazione per‌ massimizzare⤠l’utilizzo delle funzionalità offerte da Tekla.
In conclusione, Tekla è la soluzione completa per i progettisti⤠metallici che cercano â¢di​ ottimizzare il loro lavoro e ottenere risultati di alta qualità.⢠Scegliere Tekla significa investire in un software all’avanguardia nel settore, â¤che migliorerà l’efficienza, ridurrà⣠gli errori ‌e porterà a progetti strutturali di successo. Unisci la tua esperienza†professionale con Tekla per raggiungere â£nuovi livelli di eccellenza nella progettazione metallica.
Q&A
Q: Cos’è Tekla e perché è considerata⤠la scelta ideale per i⣠progettisti metallici?
R: Tekla è⤠un software di⢠modellazione BIM (Building Information Modeling) ‌specificamente sviluppato†per i progettisti metallici. â€Grazie alle â£sue potenti funzionalità e alla â€sua interfaccia intuitiva, Tekla†offre una soluzione semplice ed efficiente per la progettazione e la â¤gestione di strutture in acciaio.
Q: Quali vantaggi offre Tekla â£rispetto ad â¢altri software di â¢progettazione?
R: Tekla⤠si distingue per la sua flessibilità e versatilità, consentendo â£ai progettisti metallici di lavorare in ​modo⤠più rapido ed efficiente. Le sue â£funzionalità â¢avanzate, come il modellamento dettagliato, la generazione â¢automatica di listini e la â£gestione delle â¤interferenze, permettono di†risparmiare tempo e ridurre gli errori​ nella fase â€di progettazione.
Q: Come può Tekla⤠semplificare il processo di progettazione per i professionisti del settore†metalmeccanico?
R: Tekla semplifica il processo di progettazione permettendo ai professionisti del settore⤠metalmeccanico â£di creare modelli 3D​ dettagliati, comprensivi â€di tutti â¤i componenti strutturali. Questi modelli possono essere utilizzati per generare disegni di fabbricazione, ‌liste dei materiali​ e schede â£di montaggio, garantendo una migliore comunicazione e collaborazione†tra i membri del ‌team.
Q: Quali sono le caratteristiche â¢uniche di Tekla che ne fanno uno strumento indispensabile per i progettisti â¤metallici?
R: Tra le caratteristiche uniche⢠di Tekla vi sono la capacità di gestire grandi progetti complessi, la generazione automatica di disegni e â¤distinte di â¤montaggio, e l’integrazione con altri⣠software di progettazione e gestione. Inoltre, Tekla offre una vasta libreria⤠di dettagli costruttivi e connessioni standard, semplificando ulteriormente il processo â€di progettazione.
Q: Quali sono†i risultati tangibili che⣠i progettisti metallici possono ‌ottenere â¤utilizzando Tekla?
R: Utilizzando Tekla, i progettisti metallici â¤possono ottenere una maggiore precisione nella fase di â€progettazione, ridurre il â¢tempo e le risorse necessarie⢠per la creazione di disegni e listini, migliorare la ‌collaborazione e la comunicazione con il team â¤di‌ progetto, e aumentare l’efficienza complessiva del processo di⤠progettazione e costruzione.
Q: Come⣠può un progettista metalmeccanico iniziare ad utilizzare⣠Tekla?
R: Per iniziare â€ad utilizzare Tekla, un progettista metalmeccanico può richiedere una â¤prova gratuita del software o contattare⢠direttamente â¤il team di Tekla⢠per una consulenza personalizzata. Tekla offre anche una vasta gamma di risorse di formazione, â¢tra â£cui tutorial â€online, manuali e corsi ​di formazione, per aiutare⣠i progettisti a padroneggiare â¢il software e ottenere il massimo dai suoi strumenti e funzionalità avanzate.
Conclusioni
In†conclusione, l’utilizzo del software⢠Tekla â¢rappresenta la scelta ideale per i progettisti metallici alla ricerca di semplicità ed efficienza senza compromettere l’elevata precisione richiesta dal settore.
Grazie â¤alla sua⤠potente gamma di strumenti e funzionalità, Tekla​ offre agli â€esperti di progettazione la capacità di creare modelli⤠tridimensionali precisi â€e⢠completi â€in modo rapido ed efficiente. â€La ‌sua interfaccia user-friendly consente⤠di gestire facilmente progetti complessi, semplificando ​il flusso di lavoro e ottimizzando â£i†tempi di produzione.
Inoltre, â€Tekla si distingue per la sua â€affidabilità⤠nel garantire una comunicazione efficace tra tutte le parti coinvolte nel processo di costruzione, facilitando la ‌collaborazione e â€riducendo al minimo gli errori. Grazie alla sua capacità‌ di generare documenti di produzione e dettagli⤠tecnici con estrema precisione, â£Tekla â¢offre un supporto ‌completo‌ per la realizzazione di progetti senza â¤imprevisti.
Dal punto di⣠vista dell’efficienza, ​Tekla si⣠dimostra un‌ prezioso⤠alleato†per i progettisti metallici grazie alla sua capacità di​ ottimizzare⣠l’utilizzo â£del materiale, riducendo gli sprechi e risparmiando risorse. I suoi algoritmi⢠avanzati consentono di ottenere un’elevata efficienza strutturale, â€garantendo la massima sicurezza e affidabilità delle strutture progettate.
In ​definitiva,​ se siete alla ricerca di uno‌ strumento completo, â¤affidabile ed efficiente per i vostri progetti di â¢progettazione metallica,⤠la scelta†di Tekla rappresenta una â¤decisione altamente consigliata. La sua â¢semplicità d’uso unita alla sua potenza e​ versatilità lo rendono uno dei migliori software disponibili†sul mercato, consentendo ai progettisti di ottenere i migliori risultati in breve tempo.
Non perdete l’opportunità di sfruttare tutte le potenzialità offerte da Tekla e scoprite come questo ​software può â£trasformare il vostro modo di‌ lavorare, â£garantendo elevata qualità e precisione ​in â¤ogni progetto.
Cos'è il Trattamento di Brunitura e come viene effettuata
La brunitura è una tecnica di finitura dei metalli che produce una superficie di color bruno-nero, rafforzando la resistenza alla corrosione e riducendo la riflessività. Scopriamo insieme i dettagli di questo processo, i vantaggi e e come si esegue.
Cos’è il Trattamento di Brunitura e come funziona?
Il trattamento di brunitura è un processo chimico di ossidazione controllata che modifica la superficie dei metalli, creando uno strato protettivo. Questo strato previene la corrosione e aumenta la durata del metallo, oltre a conferire un aspetto estetico gradevole.
Quali sono i Vantaggi del Trattamento di Brunitura?
Il trattamento di brunitura offre diversi vantaggi della brunitura. La superficie risultante è resistente alla ruggine e alla corrosione, aumenta l’attrito, riduce la luce riflessa, ed è esteticamente piacevole. Queste caratteristiche rendono la brunitura ideale per una serie di applicazioni della brunitura nell’industria meccanica, nell’arredamento, nell’ingegneria e nell’arte.
Quali sono i materiali che possono essere sottoposti al trattamento di Brunitura?
I materiali più comunemente sottoposti a brunitura sono l’acciaio e l’acciaio inox, ma il processo può essere applicato anche ad altri metalli, come l’alluminio, il rame, l’ottone, lo zinco e il titanio. Questo rende la brunitura sui metalli ferrosi e la brunitura sui materiali non ferrosi entrambe possibili.
Quali sono i diversi metodi di Brunitura disponibili?
Ci sono vari metodi di brunitura a disposizione, tra cui la :
brunitura a caldo;
brunitura a freddo;
brunitura a immersione;
brunitura elettrochimica.
La scelta del metodo dipende dal materiale, dalle dimensioni dell’oggetto, dal tipo di finitura desiderata e dal budget disponibile.
Come si esegue il Trattamento di Brunitura sui Metalli Ferrosi?
La brunitura sui metalli ferrosi, come l’acciaio, inizia con la preparazione della superficie, che deve essere pulita e priva di ruggine. Il metallo viene poi immerso in una soluzione di prodotti per la brunitura che provoca una reazione chimica, portando alla formazione di un sottile strato di ossido. Questo strato può essere ulteriormente condizionato per ottenere una finitura più uniforme e resistente.
Quali sono i passaggi per eseguire un Trattamento di Brunitura Fai-Da-Te?
La brunitura fai-da-te è una possibilità, anche se richiede attenzione e cura. Prima di iniziare, è necessario avere un ambiente ben ventilato e indossare la protezione adeguata. I passaggi per eseguire la brunitura in casa includono:
Pulizia del metallo: rimuovere la ruggine, la polvere e il grasso dalla superficie;
Preparazione della soluzione di brunitura: si possono acquistare prodotti per la brunitura già pronti o si può realizzare una soluzione casalinga;
Immersione o applicazione della soluzione: il metallo deve essere completamente coperto dalla soluzione;
Reazione: attendere che la soluzione reagisca con il metallo, formando uno strato di ossido;
Risciacquo: una volta raggiunto il colore desiderato, risciacquare il metallo con acqua;
Oliatura: infine, applicare un leggero strato di olio per proteggere ulteriormente la superficie.
Quali sono i prodotti chimici utilizzati nel Trattamento di Brunitura?
I prodotti per la brunitura sono soluzioni chimiche che causano una reazione di ossidazione sulla superficie del metallo. Questi prodotti contengono spesso acido nitrico, rame, e antimonio, tra gli altri componenti. È importante ricordare che questi prodotti chimici possono essere pericolosi se non maneggiati correttamente.
Quali sono le differenze tra la Brunitura a Caldo e la Brunitura a Freddo?
La brunitura a caldo e la brunitura a freddo sono due metodi comuni di brunitura. La brunitura a caldo utilizza calore per accelerare la reazione chimica, producendo risultati più rapidi e uniformi, ma richiede attrezzature specializzate. La brunitura a freddo, d’altro canto, può essere eseguita a temperatura ambiente e offre più controllo sul grado di brunitura, ma può richiedere più tempo per ottenere risultati uniformi.
Quanto tempo richiede il Trattamento di Brunitura?
La durata del trattamento di brunitura può variare notevolmente a seconda del metodo utilizzato e del materiale in questione. La brunitura a caldo può richiedere solo pochi minuti, mentre la brunitura a freddo può richiedere diverse ore. Nel caso della brunitura fai-da-te, il tempo necessario sarà determinato dalla forza della soluzione utilizzata e dalla profondità di colore desiderata.
Quali sono i rischi e le precauzioni da prendere durante il Trattamento di Brunitura?
Il processo di brunitura coinvolge l’uso di sostanze chimiche potenzialmente pericolose e dovrebbe essere eseguito con la dovuta cautela. È importante utilizzare protezioni personali, come guanti e occhiali di sicurezza, e lavorare in un ambiente ben ventilato. Alcuni prodotti chimici possono essere corrosivi o tossici, quindi è fondamentale seguirne le istruzioni di sicurezza.
Come si può ottenere una Brunitura uniforme su una grande superficie?
Per ottenere una brunitura uniforme su una grande superficie, è importante preparare adeguatamente la superficie e applicare la soluzione di brunitura in modo uniforme. L’uso di tecniche come la brunitura ad immersione o la brunitura elettrochimica può aiutare a garantire una copertura uniforme. Inoltre, una brunitura di precisione può richiedere una o più applicazioni successive per ottenere la tonalità desiderata.
Come si può rimuovere la Brunitura da una superficie?
La brunitura può essere rimossa con l’uso di abrasivi, come la carta vetrata, o con prodotti chimici, come l’acido. Tuttavia, questa operazione dovrebbe essere eseguita con cautela per evitare di danneggiare la superficie sottostante.
Quali sono le applicazioni comuni del Trattamento di Brunitura?
L’applicazione della brunitura è diffusa in diversi settori. Nell’industria meccanica, la brunitura viene utilizzata per migliorare la resistenza all’usura e alla corrosione di componenti come ingranaggi, cilindri e molle. Nell’industria dell’arredamento, la brunitura industriale dona un aspetto unico a maniglie, rubinetti e altri dettagli. La brunitura viene inoltre utilizzata in gioielleria per conferire un aspetto antico ai pezzi.
Quali sono le alternative al Trattamento di Brunitura per proteggere i metalli?
Sebbene il trattamento di brunitura sia molto efficace, esistono alternative come la zincatura, l’anodizzazione, la cromatura e la verniciatura. Queste tecniche offrono anch’esse una protezione contro la corrosione, ma ciascuna presenta i propri vantaggi e svantaggi in termini di resistenza, durata, aspetto e costo.
Quali sono i Costi Tipici per un Trattamento di Brunitura Professionale?
I costi per un trattamento di brunitura professionale variano a seconda del materiale, delle dimensioni dell’oggetto e del metodo di brunitura utilizzato. In generale, il costo della brunitura a caldo è superiore a quello della brunitura a freddo, ma offre risultati più rapidi e uniformi. La brunitura sui metalli ferrosi, come l’acciaio, tende ad essere più economica rispetto alla brunitura su materiali non ferrosi, come l’alluminio o il titanio. Per ottenere un preventivo accurato, è consigliabile contattare un professionista del settore.
In conclusione, la brunitura è una tecnica versatile e efficace per migliorare l’aspetto e la durabilità dei metalli. Che tu stia considerando un progetto di brunitura fai-da-te o che tu stia cercando una soluzione brunitura industriale, speriamo che questo articolo ti abbia fornito le informazioni di cui avevi bisogno. Ricorda sempre di operare in sicurezza e di rispettare le norme ambientali durante l’utilizzo di prodotti chimici.
EN 13445-4: Saldatura di Recipienti Soggetti a Pressione
L’EN â¢13445-4 è una norma tecnica⢠di riferimento per la ‌saldatura di recipienti soggetti a pressione. Essa fornisce linee guida precise per garantire la corretta esecuzione dei‌ procedimenti di â¢saldatura, al fine di assicurare la⣠sicurezza â€e ​l’affidabilità di tali recipienti. Questo articolo ‌esplorerà â¢le principali disposizioni contenute nella norma EN ​13445-4, approfondendo gli aspetti tecnici e fornendo un quadro completo delle procedure ​di​ saldatura raccomandate per i â¢recipienti soggetti a pressione.
Ambito‌ di applicazione dell’EN 13445-4: Saldatura â£di recipienti soggetti⣠a pressione
L’EN ​13445-4 specifica i‌ requisiti per â¤la saldatura di recipienti soggetti⢠a â€pressione. Questo standard definisce l’ambito di applicazione dei metodi di saldatura per â€garantire la sicurezza e​ l’affidabilità di tali recipienti.
Le disposizioni dell’EN 13445-4 si applicano a†recipienti soggetti a pressione di diverse forme, come serbatoi, reattori, scambiatori di⤠calore e tubazioni, che â€sono realizzati mediante la saldatura‌ di componenti metallici. Questi recipienti possono operare⣠a ​temperature â¢e†pressioni diverse e possono contenere gas, liquidi o materiali in fase solida.
Per garantire la conformità ai requisiti di sicurezza, l’EN 13445-4⤠stabilisce i criteri per la qualifica dei ​metodi di saldatura e degli operatori. Questo standard â¢specifica anche â¤le â€disposizioni â€relative alla selezione dei materiali da⤠saldare, alle procedure di saldatura e ai test⢠di⣠controllo di qualità.
Le procedure di saldatura ‌devono essere qualificate secondo i requisiti di prestazione⣠definiti â¤nell’EN ISO 15614-1, mentre⢠gli â¤operatori devono essere qualificati secondo l’EN‌ ISO 9606-1. Ciò garantisce che la saldatura ​sia eseguita da personale⤠competente e che rispetti gli â£standard di‌ qualità richiesti.
Infine, l’EN 13445-4⢠richiede⢠che siano eseguiti test di â¤controllo di qualità sui​ recipienti saldati per verificare la qualità delle giunzioni saldate. Questi test possono ​includere l’ispezione⤠visiva,‌ la†radiografia, l’ultrasuono e altri â€metodi non â¢distruttivi. ​Solo dopo aver superato con successo⣠questi controlli di qualità, i recipienti possono essere​ considerati conformi agli standard di sicurezza stabiliti.
Requisiti di saldatura e procedure qualificate ​secondo l’EN 13445-4
La qualità delle â£saldature è un aspetto cruciale nella progettazione e fabbricazione di apparecchi⣠a pressione conformi alla normativa EN 13445-4. Questa norma specifica i requisiti⣠per la â€qualificazione delle⣠procedure di saldatura al fine di garantire l’integrità strutturale e†la‌ sicurezza degli apparecchi durante il loro ​utilizzo.
La â¢selezione delle ‌procedure di saldatura e la qualificazione dei saldatori â¤sono regolate da criteri rigorosi â¢per garantire la massima affidabilità dei⤠componenti saldati. La norma ‌EN ​13445-4 richiede che le procedure di saldatura siano qualificate in base a prove â¢fisiche e meccaniche che dimostrino la loro idoneità per l’applicazione​ specifica.
Le procedure di saldatura devono essere valutate in ​base a diversi parametri,⢠tra cui il tipo di saldatura (ad esempio, ⢠saldatura a filo continuo o saldatura elettrica a vapore), i materiali coinvolti, i â£requisiti â¤dimensionali e di resistenza, nonché le restrizioni di deformazione. â£È fondamentale ​che tali procedure siano conformi agli standard di â€qualità â¢stabiliti†dalla norma EN â€13445-4 â¤per garantire la sicurezza e l’affidabilità⢠degli apparecchi a â¤pressione.
Per garantire la qualità â£delle saldature, è necessario che i saldatori siano qualificati â¤in base alle loro â£abilità e competenze. La‌ norma†EN 13445-4 definisce i requisiti per la â¤qualificazione dei ‌saldatori, inclusa ​la â£conoscenza teorica dei⣠processi⣠di saldatura, delle proprietà dei materiali e â¢delle tecniche di‌ controllo della qualità.​ I saldatori devono â€superare appositi esami e ​dimostrare la†loro capacità di produrre saldature di elevata qualità, conformi agli†standard richiesti.
In â€sintesi, i â¤requisiti di saldatura⣠e​ le procedure qualificate secondo l’EN⣠13445-4⣠sono ‌fondamentali per garantire l’integrità ​strutturale â¢e la‌ sicurezza degli apparecchi a pressione. La conformità⢠a tali requisiti assicura che le saldature siano realizzate da saldatori qualificati ‌e che​ le procedure siano valutate⤠con rigore in base a criteri stabiliti. Questo approccio â€garantisce â¢la massima affidabilità dei componenti saldati e contribuisce a â£ridurre i rischi legati all’utilizzo di apparecchi a pressione.
Controllo di qualità nelle saldature dei recipienti soggetti a pressione secondo l’EN​ 13445-4
Nel campo dei recipienti soggetti a pressione, un aspetto fondamentale è il controllo di qualità nelle saldature, che⣠garantisce â€la resistenza e l’integrità strutturale di⣠tali ‌dispositivi.†L’EN 13445-4 è⣠la norma di riferimento​ per il controllo di qualità delle saldature nei â£recipienti soggetti a pressione, fornendo†linee guida dettagliate per i†processi​ e le ‌procedure ‌da seguire.
Il controllo di qualità nelle saldature secondo ​l’EN 13445-4‌ comprende diverse fasi e metodi â€che assicurano il rispetto degli standard di sicurezza â€e â£affidabilità. Ecco alcuni aspetti fondamentali di questo processo:
Preparazione: In questa fase, vengono definiti⢠i parametri di saldatura â¤e i materiali da utilizzare. È fondamentale seguire con attenzione le specifiche dell’EN 13445-4 per garantire⣠la corretta⢠esecuzione delle saldature.
Procedimenti di saldatura: La⤠norma EN 13445-4 fornisce una panoramica dettagliata sui diversi procedimenti di saldatura accettati per i recipienti⢠soggetti â£a pressione. È importante selezionare⤠il procedimento più appropriato in base alle caratteristiche⢠del materiale e alle specifiche richieste.
Esame visivo e test non distruttivi (NDT): Dopo la saldatura, è⣠necessario eseguire un†esame visivo†accurato per individuare eventuali discontinuità â¢o difetti.‌ L’EN â£13445-4 stabilisce anche i requisiti specifici per⢠i‌ test⤠non ​distruttivi, come ultrasuoni, radiografie e penetranti, â¤che consentono di verificare â¢l’integrità delle saldature.
Approvazione†e certificazione: Una volta superati tutti‌ i test di controllo di â¤qualità‌ previsti dall’EN â£13445-4,‌ il recipiente soggetto a pressione può essere approvato e certificato. L’ottenimento di una certificazione conformità â€è un indicatore fondamentale dell’affidabilità del recipiente e del rispetto delle norme di sicurezza.
In conclusione, il controllo di qualità nelle saldature dei recipienti soggetti a pressione secondo l’EN 13445-4 gioca un ruolo cruciale nell’assicurare la sicurezza e l’eccellenza delle prestazioni di⤠tali dispositivi. Rispettare le linee guida⤠e i criteri di questa norma garantisce che le saldature siano â¤eseguite in conformità agli standard tecnici ‌e⢠di sicurezza, fornendo â£al contempo una protezione affidabile contro le forze e le sollecitazioni ​a cui il recipiente â€è â¢soggetto. È importante affidarsi a professionisti esperti e qualificati â¤che possano garantire il corretto svolgimento di⣠questa fase critica nel ‌processo di produzione‌ dei recipienti soggetti â€a pressione.
Raccomandazioni per la conformità alla⢠norma EN ‌13445-4: Saldatura di recipienti soggetti â£a⤠pressione
La norma EN⣠13445-4 specifica i â¢requisiti di saldatura per i recipienti â¤soggetti a pressione⢠e assicura la sicurezza e l’affidabilità di tali apparecchiature. Per garantire la conformità a questa â€norma, si raccomanda di â¢seguire attentamente⣠le seguenti linee guida:
1. Selezione dei materiali
La scelta del materiale da saldare è fondamentale⤠per ​garantire la resistenza e ‌l’affidabilità del recipiente. Assicurarsi di utilizzare materiali conformi alla EN 13445-4 e che siano adatti all’applicazione â¤prevista. Verificare la qualità e le caratteristiche†dei materiali ‌prima dell’utilizzo.
2. Qualificazione del procedimento⢠di â€saldatura
Prima di⣠procedere alla saldatura, è‌ necessario qualificare il procedimento utilizzato. Verificare che il personale addetto​ sia ‌qualificato e abbia competenze specifiche per eseguire la saldatura in conformità alla â€norma. Effettuare prove di qualificazione per​ garantire che il â¢procedimento â€soddisfi i requisiti â€di resistenza e​ qualità richiesti.
3. Preparazione⢠dei materiali
La preparazione accurata dei â¤materiali da saldare è​ essenziale per ottenere una saldatura di alta qualità.⤠Rimuovere eventuali impurità, come⤠grasso, vernice o ruggine, dalla superficie dei⤠materiali. Assicurarsi che i bordi â€dei pezzi da saldare†siano puliti, privi di scorie e perfettamente ​allineati per⤠facilitare una fusione uniforme.
4. ​Monitoraggio â¤dei parametri di saldatura
È fondamentale monitorare attentamente i parametri di saldatura durante il processo per garantire una saldatura di qualità e⣠resistente. ‌Verificare la temperatura, la⤠velocità e ‌il flusso del gas in modo continuo. ​Utilizzare tecniche di saldatura appropriate in base al materiale⣠e ai requisiti specifici ‌del recipiente. Effettuare controlli non â¤distruttivi per⣠accertare la corretta fusione⤠e l’assenza di difetti.
In â¢Conclusione
Ringraziandovi per aver letto⢠questo articolo sulla norma EN 13445-4: Saldatura di Recipienti Soggetti a Pressione, speriamo â¢che⤠siate stati in grado⣠di acquisire​ una â¢comprensione esaustiva di questo importante aspetto delle procedure di saldatura. â€Questa norma, che rappresenta uno dei pilastri della sicurezza industriale per i recipienti soggetti†a pressione, fornisce⢠linee â£guida dettagliate e rigorose per garantire†l’integrità strutturale e la sicurezza degli⣠impianti. Grazie a questi requisiti precisi e rigorosi, gli â£operatori possono⣠effettuare saldature†di alta qualità,†riducendo†al minimo i rischi associati â€al collasso o⣠alle perdite â¤di pressione dei recipienti.â€
Speriamo che questo articolo abbia rafforzato la vostra conoscenza di†questa norma ‌e delle sue implicazioni per l’industria. Se avete ulteriori⢠domande⢠o avete bisogno di approfondimenti, vi invitiamo a consultare⤠la versione â¢integrale della norma o ‌a cercare â¤ulteriori informazioni presso esperti del settore. L’attuazione completa di questa norma è fondamentale per†garantire la â¤sicurezza⤠dei lavoratori e la conformità degli impianti agli standard internazionali.
In conclusione, la norma EN 13445-4 â¢rappresenta⣠un punto di riferimento cruciale per la​ saldatura dei⢠recipienti â¢soggetti a⤠pressione, ponendo ​l’accento⢠sull’affidabilità⢠delle saldature ‌e sulla sicurezza degli​ impianti. Investire†tempo ed†energia nell’adeguata comprensione e implementazione di questa norma non solo ‌contribuirà a raggiungere risultati eccellenti, â¤ma promuoverà anche una cultura della sicurezza e dell’integrità all’interno dell’industria.
Storia dell'acciaio (Wikipedia)
Notizie storiche
Anche se oggi non sappiamo ancora quale dei popoli antichi ha per primo e consapevolmente prodotto ferro e acciaio, è oramai certo che in ogni caso il primo impiego di questi materiali è di molto precedente all’inizio di quell’era che indichiamo con età del ferro. Il primo ferro utilizzato fu quello presente nei meteoriti già nella preistoria, come dimostra l’alto tenore di nichel dei reperti archeologici di età più antica. Una volta appresa la sua lavorazione alla fucina, il passo per giungere alla fusione di minerali di ferro non era poi molto lungo, dato che era noto oramai il processo di riduzione dei minerali di rame (età del bronzo). Secondo l’attuale stato della conoscenza, il ferro è comparso la prima volta in Asia Minore e la prima testimonianza è attribuita ai Calibi, che vivevano a sud est del Mar Nero. Le leghe di ferro – ferro malleabile, ghisa e acciaio – cominciarono ad apparire anche nel XII secolo a.C. in India, Anatolia e nel Caucaso. L’uso del ferro, nelle leghe e nella forgiatura di utensili, apparve nell’Africa subsahariana negli anni 1200 a.C.[4]. Importanti testimonianze del ferro nell’antichità sono il tesoro ferreo del re babiloneseSargon II a Ninive, le notevoli prestazioni degli Egizi nel campo della siderurgia e la tecnologia molto sviluppata della costruzione delle armi da parte dei Romani e dei Norici. In terra germanica gli inizi della produzione del ferro si perdono nella leggenda. La Edda, la Saga di Weland e la Canzone dei Nibelunghi, dimostrano la grande considerazione in cui era tenuto il fabbro e in particolare il fabbro d’armi. La presenza del ferro in terra germanica è storicamente provata fino all’inizio del I millennio a.C., come testimoniano i numerosi reperti archeologici risalenti a quell’epoca quali accette e punte di lancia. Il graduale sviluppo dell’arte siderurgica è avvenuto prevalentemente nei luoghi dove venivano scoperti i minerali di ferro facilmente riducibili ed era disponibile legname a sufficiente ad ottenere il carbone di legna occorrente per il processo siderurgico. I minerali di ferro, per lo più previo lavaggio e arrostimento, venivano fusi con carbone di legna in forni a fossa o a pozzo in creta, pietra di cava o trovanti. I forni impiegati allo scopo, che oggi chiameremmo “a riduzione diretta” o catalani, funzionavano da principio con tiraggio naturale. Più tardi il tiraggio fu assicurato da mantici a mano. Il prodotto finito era costituito da una grossa massa di ferro o acciaio fucinabile frammisto a scorie la quale, con ripetuti riscaldamenti e fucinature, veniva liberata dalle scorie aderenti e incluse e di norma immediatamente trasformata in prodotti finiti. Quando nel Medioevo, i mantici vennero azionati dalla forza idraulica, sia alzarono gradualmente le pareti dei forni pervenendo ai forni a tino. Questo forniva, esattamente come il forno a riduzione diretta, un prodotto che, una volta liberato dalle scorie era direttamente fucinabile, ma era di dimensioni decisamente maggiori e venne chiamato lingotto. Di conseguenza la forza muscolare del fabbro non era più sufficiente a fucinare il lingotto e si ricorse di nuovo all’energia idraulica per azionare i magli di fucinatura. La profonda trasformazione tecnologica che ha portato all’affermazione dell’altoforno va attribuita al migliore sfruttamento termico del forno a tino in cui, per l’aumento di temperatura conseguito, il ferro finì per raggiungere la temperatura di fusione e a colare allo stato liquido invece di venire ricavato in masse plastiche. Non si hanno notizie sicure sugli inizi dell’uso degli altiforni, né si sa dove fu ottenuta la prima ghisa, è certo però che l’uso della ghisa era già conosciuto nel I millennio a.C. Sicuramente l’impiego dell’altoforno non è dovuto ad una scoperta casuale, dato che la tecnica di produzione dei metalli fusi era ben nota per la produzione del piombo, dello stagno e del rame. Rispetto all’acciaio ottenuto, col procedimento diretto, immediatamente dal minerale di ferro, il ferro colato aveva un forte contenuto di carbonio e non era fucinabile. Per trasformarlo in acciaio doveva prima venire affinato. Nell’operazione degli antichi fonditori questo processo era una purificazione. Nell’affinazione gli elementi estranei contenuti nella ghisa (carbonio in eccesso, silicio, manganese, ecc.) venivano “bruciati” mediante un fuoco di carbone di legna con eccesso di aria, ossia con un’atmosfera contenente anidride carbonica e ossigeno. Le prime tracce di produzione industriale della ghisa con altiforni risalgono all’inizio del XIV secolo. Solo verso il 1400 la ghisa è comparsa quasi contemporaneamente in Italia e in Germania e una delle sue prime applicazioni fu il getto di palle di cannone. Non è però ancora chiaro quale parte abbiano avuto nello sviluppo dell’altoforno le esperienze proprie dei paesi occidentali e quali le conoscenze certamente molto più antiche dei fonditori dell’Asia orientale. Il ferro delle fusioni veniva da principio ottenuto fondendo pezzi di ghisa o rottami di ferro in forni a riverbero o in piccoli forni a pozzo oppure prelevando la ghisa direttamente dagli altiforni (ghisa di prima fusione). Nel 1500 la fusione in ghisa raggiunse un uso generalizzato, iniziando dal Siegerland dove si sviluppò come un’importante branca dell’attività siderurgica con il getto di tubi, campane, griglie, ecc. Una trasformazione radicale della siderurgia vi fu quando, per il progressivo esaurirsi delle disponibilità di legname, si fu costretti ad impiegare negli altiforni il carbon fossile e il coke in sostituzione del carbone di legna. Abraham Darby II in Coalbrookdale fu il primo che riuscì nel 1709 ad ottenere ghisa usando solo coke. Non si sapeva però trasformare la ghisa, prodotta in grandi quantitativi, in acciaio con lo stesso ritmo di produzione, dato che la capacità produttiva dei forni di affinazione era molto limitata. Ci vollero ancora alcuni decenni per imparare a sostituire il carbon fossile a quello di legna anche nella produzione dell’acciaio. Le difficoltà risiedevano in particolar modo nella necessità che l’acciaio non doveva venire a contatto col carbone o con il coke per non assorbire lo zolfo e divenire con ciò fragile a caldo. Questo inconveniente venne eliminato da Henry Cort nel suo forno a puddellatura inventato nel 1784, nel quale l’acciaio entrava in contatto solo con i prodotti della combustione molto ricchi di ossigeno. Per esporre il bagno con continuità ai gas riducenti esso veniva rimescolato; da questa operazione il procedimento ha avuto il nome di “puddellatura” (da to puddle: rimescolare). Una volta introdotto l’uso del carbon fossile sia nella produzione della ghisa sia in quella dell’acciaio, l’approvvigionamento di combustibie non costituì più una difficoltà per lo sviluppo della siderurgia. Lo sviluppo della siderurgia trovò, tra la fine del XVIII e l’inizio del XIX secolo, un nuovo potente aiuto nella macchina a vapore. Questa venne impiegata non solo per migliorare il tiraggio, ma permise di costruire le macchine trasformatrici, come laminatoi e magli, in dimensioni molto maggiori e quindi con rendimento migliore. Dall’epoca del primo altoforno a questo vennero apportati diversi perfezionamenti sia destinati all’aumento della capacità produttiva che alla semplificazione dell’esercizio. Tra di essi vi è l’ugello per le scorie di Luhrmann, un condotto di carico delle scorie raffreddato ad acqua, che dal 1867 in poi venne installato sotto gli ugelli dell’aria in luogo dell’avancrogiuolo in uso fino ad allora. Questo dispositivo consentଠdi aumentare notevolmente la pressione dell’aria e, con ciò, la capacità produttiva del forno e porre fine alle frequenti interruzioni di marcia. Ancora più notevoli furono le trasformazioni nel campo della siderurgia nel corso del XIX secolo. Nel XVIII e XVIII secolo le qualità dell’acciaio di durezza maggiore si ottenevano per cementazione, processo consistente nel riscaldare le aste o le rotaie in acciaio tenero in presenza di materiali contenenti carbonio (es. carbone di legna). Con questo processo il carbonio penetrava nell’acciaio aumentandone la durezza. Poiché però il tenore di carbonio era ripartito in maniera disuniforme all’interno di ogni barra, si cercò poi di ripartire meglio il carbonio su tutta la barra, sottoponendola a fucinatura a caldo; il prodotto così ottenuto fu chiamato “acciaio omogeneo”. Per raggiungere una omogeneità superiore, Benjamin Huntsman intraprese per primo nel 1740 la fusione in crogiuolo di pezzi di acciaio cementati, divenendo il primo ad ottenere acciaio fuso. Alla lunga però la domanda di acciaio non poteva essere più soddisfatta solamente col processo di puddellatura. Nel 1885 riuscì all’inglese Henry Bessemer di produrre acciaio con un processo più semplice[5]. Il suo procedimento consisteva nel soffiare attraverso la ghisa fusa forti correnti di aria conseguendo la combustione delle sostanze che accompagnavano l’acciaio, quali il carbonio, il silicio, il manganese, ecc. Il processo Bessemer era però limitato a poche ferriere perché con esso si potevano trattare solo ghise prive di fosforo, a causa del rivestimento interno del convertitore, un recipiente a forma di pera in cui avveniva l’operazione. Bessemer, infatti, impiegava un rivestimento ricco di acido silicico che non era in grado di formare scorie che si legassero al fosforo. Questo inconveniente venne affrontato da Sidney Gilchrist Thomas che nel 1879 rivestଠil convertitore con calce impastata con silicati solubili. La scoria ottenuta con il processo Thomas, avendo un certo contenuto di fosfati, si adattava ad essere utilizzata come concime.
La maggior parte dell’acciaio prodotto oggi oltre che col processo Bessemer, viene prodotto con il processo Martin-Siemens, che prende il nome dai suoi inventori Pierre ed Emile Martin e Carl Wilhelm Siemens. Originariamente, nel 1864, il processo consisteva nel fondere la ghisa insieme a rottami di ferro (processo ghisa-rottame); più tardi si passò a fondere la ghisa con minerali di ferro, frequentemente con aggiunte di rottami di acciaio (processo ghisa-minerale). La fusione doveva avvenire in un forno di concezione speciale dotato di un focolare con recupero del calore, ideato da Friedrich Siemens.
Durante la prima metà del XIX secolo l’acciaio era ancora abbastanza costoso: 50-60 sterline a tonnellata, contro le 3-4 sterline della ghisa.
Ferro meteoritico
Meteorite di Willamette, il sesto più grande trovato al mondo, è un meteorite in nickel-ferro.
A causa del fatto che le meteoriti cadono dal cielo, alcuni linguisti hanno ipotizzato che la parola inglese iron (inglese antico:i-sern), che ha parenti in molte lingue nordiche ed occidentali, derivi dall’etruscoaisar, che significa “Gli Dei”.[7] Anche se così non fosse, la parola è stata probabilmente importata nelle lingue pre-proto-germaniche, da quelle celtiche o italiche.[8][9] Krahe ne compara forme in irlandese antico, illirico, veneto e messapico.[10] L’origine meteoritica del ferro nel suo primo utilizzo da parte degli uomini[11] viene anche citato nel Corano:
«Invero inviammo i Nostri messaggeri con prove inequivocabili, e facemmo scendere con loro la Scrittura e la Bilancia, affinché gli uomini osservassero l’equità. Facemmo scendere il ferro, strumento terribile e utile per gli uomini, affinché Allah riconosca chi sostiene Lui e i Suoi messaggeri in ciò che è invisibile. Allah è forte, eccelso»
Il ferro aveva un uso limitato prima che fosse possibile fonderlo. I primi segni dell’uso del ferro vengono dall’antico Egitto e dai Sumeri, dove attorno al 4000 a.C. venivano prodotti piccoli oggetti di ferro meteoritico come ornamenti o come punte delle lance.[12] Tuttavia, il loro uso sembra fosse cerimoniale, e il ferro era un metallo costoso: infatti nel 1600 a.C. il ferro aveva un costo cinque volte maggiore rispetto all’oro e quattro volte maggiore dell’argento. Alcuni meteoriti (dette “sideriti” o “meteoriti ferrose”) contengono una lega di ferro e nichel,[13] e il ferro recuperato dalle cadute di meteoriti ha permesso agli antichi di fabbricare pochi piccoli manufatti in ferro.Le meteoriti ferrici sono in maggioranza fatti di leghe di nichel-ferro. Il metallo preso da tali meteoriti è conosciuto come ferro meteoritico e fu una delle prime fonti di ferro utilizzabile per l’uomo.
Nell’Anatolia, il ferro fuso era usato a volte per armi ornamentali: una daga con lama di ferro e elsa di bronzo è stata ritrovata da una tomba ittita datata 2500 a.C. Anche l’imperatore egizio Tutankhamon che morì nel 1323 a.C. fu sepolto assieme a una daga di ferro con elsa d’oro. Furono anche ritrovati negli scavi di Ugarit un’antica spada egizia che portava il nome del faraoneMerneptah e un’ascia da battaglia con lama di ferro e manico di bronzo decorato con oro.[14] I primi ittiti barattavano con gli assiri un peso di ferro contro 40 di argento. Il ferro meteoritico veniva usato per ornare gli strumenti nell’America settentrionale precolombiana. A partire dall’anno 1000, il popolo groenlandese di Thule cominciò a fabbricare arpioni e altri strumenti affilati da pezzi del meteorite di Capo York.[15][16] Questi manufatti furono anche usati come bene di scambio con le altre popolazioni artiche: strumenti fatti dal meteorite di Capo York sono stati trovati in siti archeologici distanti oltre 1.600 km. Quando l’esploratore statunitenseRobert Edwin Peary portò il più grande frammento del meteorite all’American museum of natural history a New York nel 1897, pesava ancora oltre 33 tonnellate.[17]
Le prime prove di uso del ferro vengono dai Sumeri e dagli Egiziani, che già 4.000 anni prima di Cristo lo usavano per la manifattura di piccoli oggetti, come punte di lancia e gioielli, ricavati dal ferro recuperato dai meteoriti.
Al periodo che va dal 3000 a.C. al 2000 a.C. risalgono molti oggetti in ferro battuto (distinguibili dagli oggetti in ferro meteorico per la mancanza di nichel nella lega), ritrovati in Mesopotamia, Anatolia ed Egitto; il loro uso sembra essere cerimoniale: il ferro infatti era un metallo costoso, anche più dell’oro. Nell’Iliade la maggior parte delle armi e delle armature menzionate sono di bronzo,[18][19][20] e i masselli di ferro sono usati per commerciare. Nel 1500 a.C. circa un numero sempre più grande di oggetti di ferro appare in Mesopotamia, in Anatolia e in Egitto.[21]
Ipotesi sull’ascesa del ferro sul bronzo
Ascia di ferro dell’età del ferro svedese, rinvenuta a Gotland, in Svezia.
Tra il XII secolo a.C. e il X secolo a.C. il ferro rimpiazzò il bronzo nella produzione di attrezzi e di armi nel Mediterraneo orientale (il Levante, Cipro, la Grecia, Creta, l’Anatolia e l’Egitto).[22][23] Anche se gli oggetti di ferro sono conosciuti dall’età del Bronzo lungo il mediterraneo orientale, essi sono ritrovati solo sporadicamente e sono statisticamente insignificanti comparati alla quantità di oggetti in bronzo di questo stesso periodo.[24] Questa transizione, avvenuta in diverse epoche nelle diverse regioni del pianeta, segna l’inizio dello stadio di civiltà noto come “età del ferro“. Una ormai screditata spiegazione dell’ascesa del ferro attribuiva agli Ittiti dell’Anatolia il monopolio della tecnologia del ferro durante la tarda età del bronzo.[25]. Questa teoria non è più insegnata nei programmi scolastici,[25] perché priva di riscontri storici e archeologici. Anche se sono stati ritrovati alcuni oggetti di ferro dell’Anatolia dell’età del bronzo, il loro numero è comparabile a quello degli oggetti di ferro trovati in Egitto o in altri luoghi dello stesso periodo, e solo una piccola parte di essi sono armi.[24] In particolare nell’Asia Minore i regni ittiti all’interno dell’Anatolia si trovarono tagliati fuori dal commercio dello stagno: per tale motivo la tribù dei Calibi sviluppò la tecnica di carburazione del ferro con carbonella per sostituire il bronzo. Verso il XIII secolo a.C. si sviluppò nei Balcani la cultura cittadina degli Illiri, che si impadronì di tutto lo stagno proveniente dalle miniere della Boemia, bloccando il rifornimento di questo metallo nel mar Egeo. Questo provocò una grave crisi economica e di conseguenza le invasioni in Egitto dei popoli del Mare e la guerra di Troia, ed infine l’avvento dell’età del ferro nel Mediterraneo. Alcune fonti ipotizzano che il ferro fu inizialmente ottenuto utilizzando gli stessi forni che servivano per la raffinazione del rame. Una teoria più recente dell’ascesa del ferro riguarda il collasso degli imperi che alla fine della tarda età del bronzo mandò in frantumi le vie del commercio, necessarie per la produzione del bronzo.[25] La disponibilità del rame e ancor più dello stagno era scarsa, per cui si richiedeva il trasporto di queste materie prime per lunghe distanze. Si pensa che all’inizio dell’età del ferro il trasporto di queste materie prime non fosse sufficiente a colmare la richiesta da parte di coloro che lavoravano i metalli. Da qui sarebbe potuto nascere l’utilizzo del minerale di ferro, che è più abbondante in natura rispetto ai minerali di rame e stagno. Quindi l’ascesa del ferro potrebbe essere stata il risultato di una necessità, causata principalmente dalla mancanza di stagno. Anche in questo caso mancano le prove archeologiche che dimostrino in particolare una mancanza di rame o stagno nella prima età del ferro.[25] Gli oggetti in bronzo sono ancora abbondanti e questi oggetti hanno la stessa percentuale di stagno di quelli della fine dell’età del bronzo.
La Mesopotamia era già in piena età del ferro nel 900 a.C., l’Europa centrale nell’800 a.C. L’Egitto, d’altra parte, non sperimentò una così rapida transizione dall’età del bronzo a quella del ferro: anche se i fabbri egizi producevano oggetti di ferro, il bronzo rimase largamente diffuso fino alla conquista dell’Egitto da parte degli Assiri nel 663 a.C.
Il processo di carburazione
Contemporanea alla transizione dal bronzo al ferro fu la scoperta della carburazione (o carbocementazione), ovvero il processo per arricchire superficialmente di carbonio il ferro malleabile.
Il ferro era ottenuto dal suo minerale in forni alimentati con carbone di legna la cui combustione era favorita dall’insufflaggio di aria forzata prodotta da mantici. Il monossido di carbonio prodotto dal carbone riduceva gli ossidi del ferro in ferro metallico; questo si raccoglieva in forma di massa spugnosa o fiore, i cui pori contenevano carbonio e/o carburi (provenienti dalle ceneri) e scorie. Il fiore doveva poi essere riscaldato nuovamente per poterlo battere ed espellerne le scorie ancora imprigionate in esso (per lo più frammenti di carbone e o minerale e parte del carbonio). Se ne otteneva ferro malleabile non temprabile e una parte di acciaio che l’occhio del pratico sapeva riconoscere. Le genti del Medio Oriente scoprirono che un ferro molto più duro poteva essere creato riscaldandolo a lungo in un involucro di polvere di carbone, trasformando lo strato superficiale del materiale in acciaio, poi temprabile.
Poco dopo l’anno mille, la tecnica indiana del Wootz arriva in Medio Oriente, che fino ad allora aveva importato acciaio a pacchetto dall’Europa, dove viene ulteriormente raffinata e dà origine all’acciaio Damasco, estremamente resistente e flessibile, con cui furono forgiate le spade che affrontarono i crociati europei. La qualità di queste armi era tanto alta che si diceva che una spada fatta di acciaio Damasco potesse tagliare la roccia, e venire arrotolata attorno a un uomo per poi tornare dritta come prima, e non perdesse mai il filo. Con ogni probabilità la tecnica del Wootz venne raffinata in modo da far assorbire il carbonio soprattutto ai bordi della spada, mantenendo la sua anima centrale relativamente dolce. In questo modo si otteneva una spada flessibile e che sopportava gli urti senza rompersi, ma al tempo stesso dalla lama molto dura e mantenente un filo tagliente per molto tempo (cosa che in Europa, fino al X secolo, era ottenuta montando a parte i due fili d’acciaio molto duro sulla lama, già ripiegata più volte e lavorata fino alla forma definitiva).[26] Le variazioni nel tenore di carbonio fra il filo e il centro della spada creavano in superficie un bel disegno ondulato, dal cui l’aggettivo damascato. Non sono pervenuti documenti o testimonianze sul modo di ottenere l’acciaio Damasco;[27] per un certo tempo si ritenne che l’acciaio Damasco non fosse altro che un tipo di acciaio a pacchetto, che in certe condizioni può esibire delle venature superficiali, ma un confronto con i manufatti in acciaio Damasco superstiti evidenziano differenze sostanziali, sebbene a volte anche l’acciaio Damasco mostri tracce di pacchettatura.
La Colonna di Ferro a Delhi è una testimonianza delle metodologie di estrazione e lavorazione del ferro in India. Tale colonna ha resistito alla corrosione per gli ultimi 1600 anni grazie all’elevato contenuto di fosforo che ne facilitò anche la manifattura.
Siti archeologici in India, come quello di Malhar, di Dadupur, di Raja Nala Ka Tila e di Lahuradewa nell’attuale Uttar Pradesh mostrano utilizzi del ferro nel periodo tra il 1800 a.C. e il 1200 a.C.[28] I primi oggetti di ferro trovati in India possono essere datati al 1400 a.C. impiegando il metodo di datazione del carbonio radioattivo. Punte, coltelli, daghe, punte di freccia, ciotole, cucchiai, padelle, asce, ceselli, pinze, cerniere delle porte, ecc. che vanno dal 600 a.C. al 200 a.C. sono state trovate in diversi siti archeologici indiani.[29] Alcuni studiosi credono che all’inizio del XIII secolo a.C., la produzione di ferro fosse praticata su larga scala in India, suggerendo che la data di scoperta della tecnologia possa essere anticipata.[28] Nell’India meridionale (oggi chiamata Mysore) si hanno rinvenimenti di acciaio la cui datazione va dall’XI secolo a.C. al XII secolo a.C.[30] L’inizio del I millennio a.C. vide molti sviluppi nella metallurgia del ferro in India. Gli avanzamenti tecnologici e la padronanza della metallurgia fu raggiunta durante questo periodo di colonizzazione pacifica.[30] Gli anni a venire videro diverse trasformazione delle tecniche metallurgiche durante il periodo politicamente stabile dell’impero Maurya.[31]
Lo storico grecoErodoto diede la prima testimonianza scritta occidentale sull’uso del ferro in India.[29] Nei testi religiosi indiani (chiamati Upaniá¹£ad) sono riportati dei riferimenti all’industria tessile, ceramica e metallurgica.[32]
L’acciaio Wootz
Daga e relativo fodero, India, XVII-XVIII secolo. Lama: acciaio di Damasco con intarsi d’oro; elsa: giada; fodero: acciaio con decorazioni incise, incavi e rilievi.
Il primo metodo per produrre acciaio propriamente detto (ovvero acciaio di alta qualità) è stato il “Wootz”, simile al moderno metodo a crogiolo, usato nell’India meridionale almeno dal 300 d.C. (ma alcuni lo fanno risalire al 200 a.C.); il suo nome è la versione anglicizzata del nome indù dell’acciaio (urukku). Veniva preparato in crogioli chiusi sigillati, che contenevano minerale di ferro ad alta purezza, carbone e vetro. I crogioli venivano poi messi alla fiamma e riscaldati fino ad avere la fusione del miscuglio, per cui il ferro si arricchiva di carbonio, e il vetro assorbiva le impurità man mano che fondeva, galleggiando sulla superficie.[33] Il risultato era un acciaio ad alto tenore di carbonio e di elevata purezza, chiamato poi acciaio di Damasco. Questa tecnica si diffuse molto lentamente, arrivando nei paesi confinanti (gli odierni Turkmenistan e Uzbekistan) solo nel 900 d.C. circa. La fornace per la produzione degli acciai di Damasco era una fornace a vento, che utilizzava i venti dei monsoni per il suo funzionamento.[33]
L’acciaio di Damasco è famoso anche per la sua resistenza e la capacità di mantenere il filo. Era una lega complessa, che aveva il ferro come componente principale. Studi recenti hanno suggerito che nanotubi di carbonio (prodotti in maniera inconsapevole durante il processo) fossero inclusi nella sua struttura, il che potrebbe spiegare le sue caratteristiche meccaniche.[34]
Catene di ferro furono utilizzate dagli indiani per la costruzione di ponti sospesi prima del IV secolo.[35]
La Colonna di Ferro che si erge nel complesso di QutbaDelhi, capitale dell’India è una delle più antiche curiosità metallurgiche del mondo. Il pilastro (alto quasi sette metri e pesante oltre sei tonnellate) fu eretto da Chandragupta II Vikramaditya.[36] Il pilastro ha un contenuto di ferro del 98%, ma ha resistito alla corrosione per gli ultimi 1.600 anni, contrastando le condizioni meteorologiche avverse grazie al suo elevato contenuto di fosforo. La tecnica indiana mise molto tempo a giungere in Europa. A partire dal XVII secolo gli olandesi portavano l’acciaio di Damasco dall’India del sud all’Europa, dove in seguito si avviò la sua produzione in larga scala, con il nome di tecnica del crogiolo.[37]
Will Durant scrisse nel suo The Story of Civilization I: Our Oriental Heritage (“La storia della civiltà I: La nostra eredità Orientale”):
«Qualcosa è stato detto sull’eccellenza chimica della ghisa nell’India antica, e sull’elevato sviluppo industriale del periodo Gupta, quando l’India veniva vista, perfino dalla Roma imperiale, come la più abile delle nazioni in diversi tipi di industria chimica, come quella dei coloranti, della concia, della fabbricazione del sapone, del vetro e del cemento… Dal sesto secolo gli Hindu erano molto più avanti dell’Europa nell’industria chimica; erano maestri della calcinazione, della distillazione, della sublimazione, della cottura a vapore, della fissazione, della produzione della luce senza calore, la preparazione di anestetici e polveri soporifere e della preparazione di salimetallici, composti e leghe. La tempra dell’acciaio in India fu portata a una perfezione sconosciuta in Europa fino ai nostri tempi; si dice che il Raja Puru abbia scelto, come dono speciale da Alessandro Magno non oro o argento, ma 30 libbre di acciaio. I musulmani portarono molta di questa scienza e industria Hindu nel Vicino Oriente e in Europa; i segreti della fabbricazione delle lame di “Damasco”, per esempio, vennero presi dagli arabi dai Persiani, e questi ultimi li presero dall’India.»
Cina
I primi sviluppi in Cina
Il processo di trasformazione del minerale di ferro in ghisa grezza e di questa in ferro malleabile. Nell’immagine a destra due pratici azionano mantici manuali per l’insufflaggio del forno da ghisa. A sinistra una sorta di puddellaggio trasforma la ghisa in ferro malleabile; dall’enciclopedia Tiangong Kaiwu del 1637.
Anche in Cina il primo ferro usato fu di origine meteorica. Manufatti di ferro battuto compaiono in siti archeologici datati attorno all’VIII secolo a.C. nel nord-ovest, vicino a Xinjiang. Questi pezzi sono stati fatti con le stesse tecniche in uso nel Medio Oriente ed in Europa. La produzione di acciaio, benché presente, soprattutto per la produzione di armi, era limitata. Negli ultimi anni della dinastia Zhou (attorno all’anno 550 a.C.), nello Stato meridionale di Wu si sviluppò un’avanzata tecnologia basata su forni a torre, rastremati alla base, in grado di produrre ghisa in grandi quantità.[38][39][40] Alla loro temperatura di esercizio, anche più di 1.200 °C il ferro si combina con il 4,3% di carbonio e fonde ed è colato in stampi. Scaldando minerali di ferro con carbone a 1.200-1.300 °C si forma ghisa liquida, che è una lega di ferro al 96,5% e carbonio al 3,5%. Questa lega è troppo fragile per essere lavorata (in particolare è inadatta per impieghi da impatto), a meno che non venga decarburata per rimuovere la maggior parte del carbonio. La ghisa quindi veniva colata in stampi e decarburata fino allo stato di ferro dolce, arroventandola in focolari aperti per diversi giorni.
In Cina, questi metodi di lavorazione del ferro si diffusero a nord, e nel 300 a.C. il ferro era il materiale maggiormente impiegato per la produzione di attrezzi e di armi. Una grande tomba nella provincia di Hebei (datata all’inizio del III secolo a.C.) contiene diversi soldati sepolti con le loro armi ed altro equipaggiamento. I manufatti recuperati da questa tomba sono fatti di ferro battuto, di ghisa, ghisa malleabile e acciaio temprato, con alcune armi di bronzo, probabilmente ornamentali. Il ferro rimase un prodotto poco pregiato, usato dai contadini per secoli e non interessò le classi nobiliari fino alla Dinastia Han (202 a.C. – 220 d.C.), durante la quale la lavorazione del ferro cinese (più propriamente della ghisa) raggiunse una scala ed una sofisticazione elevatissime. Nel primo secolo, il governo Han fece diventare la lavorazione del ferro un monopolio di Stato e fece costruire una serie di grandi forni nella provincia di Henan, ognuno capace di produrre diverse tonnellate di ghisa al giorno. In questa epoca, i metallurgi cinesi scoprirono come impastare la ghisa grezza fusa rimescolandola all’aria aperta fino a che non avesse perso il carbonio e non fosse divenuta ferro malleabile (in lingua cinese il processo veniva chiamato chao, letteralmente saltato e fritto). Nel I secolo a.C., i metallurgi cinesi scoprirono che il ferro e la ghisa potevano essere saldati assieme per formare una lega con contenuto intermedio di carbonio, che era acciaio.[41][42][43] Secondo una leggenda, la spada di Liu Bang, il primo imperatore Han, fu creata con questa tecnica[senza fonte]. Alcuni testi del tempo menzionano l’armonizzazione del duro e del morbido nel contesto della lavorazione del ferro; la frase potrebbe riferirsi a questo processo. Inoltre, la città antica di Wan (Nanyang) del periodo Han precedente era un grosso centro manifatturiero di ferro e acciaio.[44] Assieme ai loro metodi originali per forgiare l’acciaio, i cinesi hanno anche adottato i metodi di produzione per creare l’acciaio Damasco, un’idea importata dall’India alla Cina nel V secolo d.C.[45]
La tecnologia cinese degli altiforni (o acciaio al crogiolo) e del pudellaggio fu ripresa in Europa nel tardo Medioevo.
I mantici ad acqua cinesi
Un’illustrazione dei mantici dei forni da ghisa mossi da ruote idrauliche, dal Nong Shu, di Wang Zhen, del 1313 d.C., durante la Dinastia Yuan in Cina.
I cinesi durante l’antica Dinastia Han furono anche i primi ad applicare l’energia idraulica (da un mulino ad acqua) per fare funzionare i mantici di una fornace. Questo fu annotato nell’anno 31 d.C., come innovazione dell’ingegnereDu Shi, del prefetto di Nanyang.[46] Dopo Du Shi, i cinesi continuarono a utilizzare l’energia dell’acqua per muovere i mantici delle fornaci. Nel testo del Wu Chang Ji del V secolo il suo autore Pi Ling scrisse che un lago artificiale fu progettato e costruito nel periodo del regno di Yuan-Jia (424–429) per il solo scopo di alimentare le ruote dei mulini aiutando i processi di fusione e stampaggio dell’industria del ferro cinese.[47] Il testo del V secolo Shui Jing Zhu menziona l’uso dell’acqua corrente di fiume per alimentare i mulini, come ne parla il testo geografico dello Yuan.he Jun Xian Tu Chi della Dinastia Tang, scritto nell’814 d.C.[48]
Ci sono prove che la produzione dell’acciaio nell’XI secolo nella Cina dei Song avvenisse usando due tecniche: un medodo “berganesque”, che produceva un acciaio inferiore e disomogeneo e un precursore al moderno processo Bessemer, che utilizzava una decarburizzazione parziale attraverso forgiature ripetute sotto un soffio freddo.[49] Nell’XI secolo ci fu anche una grossa deforestazione in Cina, a causa delle richieste di carbone dell’industria siderurgica.[50] In questo periodo i cinesi scoprirono come usare il carbon coke al posto del carbone vegetale.[50] L’introduzione del carbone minerale al posto del carbone vegetale si ebbe poi in Europa nel XVII secolo.
Anche se Du Shi fu il primo a utilizzare l’energia idraulica per alimentare i mantici nella metallurgia, la prima illustrazione disegnata ed illustrata di questa alimentazione idraulica risale al 1313, nel testo dell’era della Dinastia Yuan chiamato Nong Shu.[47] Il testo fu scritto da Wang Zhen (1290–1333 d.C.), che così spiegò i metodi usati per l’altoforno con mantici alimentati ad acqua nei periodi precedenti la sua era del XIV secolo:
«”In accordo con gli studi moderni (+1313!), i mantici con sacco in cuoio (wei nang) erano usati ai vecchi tempi, ma ora vengono usati sempre dei ventagli in legno. Il design è il seguente. Viene scelto un luogo vicino a un forte torrente, e un palo viene innalzato verticalmente in una struttura con due ruote orizzontali in modo da avere quella più in basso spinta dalla forza dell’acqua. La più alta è collegata con una cinghia a una ruota (più piccola) davanti ad essa, la quale ha un manico eccentrico (letteralmente un ingranaggio oscillante). Poi vi è un blocco, che segue la rotazione (della ruota principale), con un ingranaggio collegato al manico eccentrico che tira e spinge il rullo oscillante, le leve a destra e a sinistra del quale assicurano la trasmissione del moto all’ingranaggio del pistone. Quindi questo viene spinto avanti e indietro, azionando i mantici della fornace molto più velocemente di quanto sarebbe possibile con la forza umana.[51]»
«Viene usato anche un altro metodo. Alla fine del pistone in legno, lungo circa 3 piedi che viene fuori dalla parte frontale dei mantici, c’è un pezzo incurvato di legno con la forma della luna crescente, e (tutto) questo è sospeso in alto con una corda come quella di un’altalena. Poi, davanti ai mantici, ci sono (molle di) bambù collegate ad essi dalle corde; questo controlla il movimento del ventaglio dei mantici. Poi, seguendo la rotazione della ruota (verticale) del mulino, il manico collegato all’asse principale schiaccia e preme la tavola incurvata (collegata al pistone) che corrispondentemente si muove indietro (letteralmente “in dentro”). Quando il manico è finalmente disceso il bambù (le molle) agisce sui mantici e li riportano nella posizione iniziale. In maniera simile, usando un solo asse principale, è possibile attuare diversi mantici (con estensioni sull’asse), con lo stesso principio dei martelli a caduta (shui tui). Questo è anche molto conveniente e veloce…[51]»
In Giappone i costruttori di spade furono gelosi custodi delle loro tecniche di fabbricazione dell’acciaio usato per le spade da samurai.
La tecnica era (ed è ancora) simile a quella utilizzata per l’acciaio a pacchetto, ma con alcune differenze sostanziali: la lama veniva realizzata dividendo la battitura a strati prima su una parte esterna di acciaio più duro, destinata a divenire la parte esterna e il filo della lama, nella quale in seguito veniva parzialmente inserita una barra di acciaio più morbido che ne costituiva l’anima flessibile. La katana assumeva in tal modo, dopo la forgiatura, la tempra e la pulizia, un’estrema affilatura ed un’estrema flessibilità.
Europa
La ferriera alla genovese
Rappresentazione di una ferriera alla catalana alimentata da una tromba idroeolica.
Nella seconda metà del XIV secolo fece la sua comparsa nella Repubblica di Genova un nuovo modo di produrre il ferro in un impianto detto ferriera o ferrera alla genovese dai suoi stessi creatori. A partire dal XVI secolo essa è presente in tutti i paesi del Mediterraneo – dalla Sicilia al Piemonte, al Delfinato fino ai Paesi Baschi – e risulta aver soppiantato tutti quegli impianti a focolare chiuso – fornelli – da cui si ricavava un massello – blumo – contenente ferro carbone e acciaio da raffinare ulteriormente. La nuova tecnica utilizzava un solo impianto a focolare aperto, del tutto simile a quello utilizzato per la raffinazione della ghisa. Mantici mossi da ruota idraulica alimentavano la combustione di una miscela di minerale e carbone di legna potendo raggiungere una temperatura massima di 1.200 °C. Con la liquefazione della ganga si formava un blumo di ferro spugnoso grazie all’opera di rimescolamento eseguita da un pratico. Con successivi riscaldi e battiture al maglio idraulico il blumo raggiungeva la sua forma definitiva di barra di ferro. Agricola documenta impianti analoghi, ma senza un legame apparente con le ferriere alla genovese, nell’Alto Palatinato alla fine del Quattrocento. Il limite del processo era il dover disporre di un minerale ricco e facilmente fusibile – come è il caso delle ematiti elbane e pirenaiche – e nell’impossibilità di produrre direttamente acciaio. Il suo punto di forza era, oltre il basso impiego di manodopera e capitali, nella produzione di un ottimo ferro malleabile: un fatto di rilievo sia tecnico sia economico che prolungherà la sua esistenza fino alla prima metà dell’Ottocento. La ferriera alla genovese passa da una produzione nel Quattrocento di circa un quintale di ferro nelle 24 ore ai tre quintali (suddivisi in tre masselli) nel secolo successivo. Sul finire del Settecento e fino a metà Ottocento del termine alla genovese si perde la memoria e saranno rinomati gli impianti alla catalana francesi e spagnoli che migliorando il processo e usando magli particolarmente efficienti garantivano produzioni anche di 6 quintali nelle 24 ore. Se oggi si sfoglia un dizionario tecnico catalana è sinonimo di ferriera a riduzione diretta[52].
In Europa la principale tecnica utilizzata fino al X secolo fu quella dell’acciaio a pacchetto, che consentiva di controllare più agevolmente il tenore di carbonio del metallo rispetto a quanto si poteva fare usando l’acciaio omogeneo che pure veniva prodotto, in quantità limitate, dai bassoforni alto-medioevali.
Consiste nel creare un pacchetto di strati alternati di ferro dolce e ghisa, fatti rammollire e poi martellati insieme per saldarli e far diffondere il carbonio dalla ghisa al ferro dolce, in modo da ottenere la percentuale di carbonio desiderata. Una volta saldati gli strati del pacchetto, si taglia la barra e la si piega su sé stessa, ripetendo il processo: in questo modo si possono creare barre estremamente resistenti composte di centinaia o migliaia di strati sottilissimi. È un processo la cui riuscita dipende moltissimo dalla capacità e dall’esperienza del fabbro: è molto difficile ottenere due volte lo stesso risultato con questo metodo in quanto la lunghezza della lavorazione alla forgia, la sua complessità, così come il calore a cui viene riscaldato il pezzo in lavorazione, influenzano il tenore in carbonio dell’acciaio e le caratteristiche meccaniche del pezzo finito.
Il processo è noto in Europa fin dalla tarda epoca dei Celti (dopo che l’uso dei perfezionati bassoforni greci si era diffuso nell’Europa Occidentale), dei quali sono rimaste alcune spade che mostrano una stratificazione di questo genere (per quanto limitata a poche decine di strati). Alla fine dell’età romana era sicuramente noto ai barbari di stirpe germanica, ed è stato per secoli l’unico modo noto, al di fuori dell’India, per ottenere acciaio di buona qualità.
Per secoli l’unico modo di ottenere del buon acciaio in Europa fu quindi quello di usare ferro delle miniere svedesi, particolarmente puro e privo di zolfo e fosforo, “ferro di palude” (limonite), siderite di origine alpina o ematite dell’Isola d’Elba, ed usarlo per confezionare acciaio a pacchetto con ghisa più ricca di carbonio. Era un processo molto lento ed estremamente costoso: per un chilogrammo di acciaio erano necessari circa 100 kg di combustibile. Per questo non era conveniente creare pezzi più grandi di una lama di spada. In genere si usava l’acciaio per creare piccoli manufatti, come punte di freccia, bisturi, coltelli ed altri oggetti di piccole dimensioni.
Per questo motivo durante il basso Medioevo in Europa, all’incirca a partire dal IX secolo, con l’aumentata disponibilità di acciaio omogeneo, che riduceva i tempi di lavorazione, la tecnica dell’acciaio a pacchetto fu progressivamente abbandonata, portando a un generale scadimento della qualità delle lame europee del periodo. Dall’XI secolo al XVI secolo la tecnica cadde completamente in disuso. Venne riscoperta con il Rinascimento, data la maggiore richiesta di lame di qualità superiore e peso inferiore, e in quel periodo molti si convinsero che l’acciaio Damasco, di cui i crociati raccontavano meraviglie, non fosse altro che un tipo di acciaio a pacchetto, ma questa credenza è stata smentita dalle analisi delle nervature visibili nei due tipi di acciaio.
Il processo di “lavorazione a Damasco” è ancora oggi utilizzato per la produzione artigianale di coltelleria e repliche di armi bianche storiche di alta qualità.
In Europa si cominciò a produrre ghisa per fare ferro e acciaio nel basso Medioevo quando furono costruiti forni chiusi con un particolare profilo a imbuto e grazie all’impiego della ruota idraulica ad asse orizzontale utilizzata per azionare i mantici; fu così relativamente facile ottenere e controllare temperature superiori ai 1200 °C (1147 °C temperatura di fusione dell’eutettico della ghisa). La ghisa ottenuta dal forno era rifusa in fucine, anch’esse di nuova concezione, che utilizzavano soffierie idrauliche particolarmente potenti, indispensabili per produrre le alte temperature (1200 °C) necessarie a liquefarla nuovamente per farne getti, ferro e acciaio. Le prime notizie di impianti con tali caratteristiche riguardano il Dalarne-Vestmanland nella Svezia centrale (datati al XIII secolo e poi detti masugn), la Markisches Sauerland, nella Ruhr tedesca (forni da ghisa datati col radiocarbonio fra il 1205 e il 1300, prima menzione scritta Masshutte nel 1311) e il lato meridionale delle Alpi centrali (furnus nel 1179 ad Ardesio e furnus e fuxina a Schilpario nel 1251 e a Semogo nel 1286)[53].
Processi di affinamento
Un metodo alternativo di decarburizzare la ghisa grezza sembra essere stato ideato nella regione attorno a Namur nel XV secolo. Questo processo vallonico si diffuse alla fine del secolo fino al Pay de Bray, sul confine orientale della Normandia, e poi verso la Gran Bretagna, dove divenne il metodo principale per la fabbricazione del ferro battuto nel 1600. Fu introdotto in Svezia da Louis de Geer all’inizio del XVII secolo e fu usato per fabbricare il ferro di Oreground (dal nome della cittadina Svedese di à–regrund).
Una variazione di questo era il procedimento tedesco. Divenne il metodo principale per produrre il ferro battuto in Svezia.
L’acciaio Bulat
L’acciaio Bulat (dalla parola persiana pulad, acciaio) fu inventato da Pavel Petrovich Anosov, dopo anni di studi sulla perduta arte dell’acciaio Damasco di cui Anosov voleva riscoprire il segreto. L’acciaio Bulat era un acciaio stratificato, ottenuto raffreddando molto lentamente la massa fusa in modo che il carbonio si potesse concentrare in strati diversi: in questo modo il metallo finale consisteva di molti strati di ferrite (acciaio dolce) e perlite (acciaio duro).
La perlite però è instabile a temperature superiori a 727 °C e tende a scomporsi in ferrite e austenite, per trasformarsi di nuovo al raffreddamento, motivo per cui la lavorazione a caldo di questo tipo di acciaio richiedeva particolare attenzione.
L’acciaio cementato
All’inizio del XVII secolo, i siderurgisti nell’Europa Occidentale trovarono un modo (chiamato cementazione) per carburare il ferro battuto. Le barre in ferro e il carbone venivano messi dentro scatole in pietra, poi mantenute a una temperatura rossa (la temperatura a cui il ferro diviene leggermente luminescente e “rosso”) fino a una settimana. In questo periodo, il carbonio diffonde nel ferro, producendo un materiale chiamato acciaio cementato o acciaio a bolle. A Coalbrookdale, in Inghilterra, si trovano due fornaci per la cementazione utilizzate da Sir Basil Brooke, che tenne il brevetto sul processo tra il 1610 e il 1619.
La qualità dell’acciaio poteva essere migliorata lavorandolo tramite la piegatura su sé stesso, producendo acciaio a strati. Tuttavia nel periodo tra il 1740 e il 1750Benjamin Huntsman trovò un modo di fondere nei crogioli l’acciaio cemento ottenuto dal processo di cementazione.
Sviluppo delle fonderie alimentate idraulicamente
A volte, nel periodo medioevale, l’energia dell’acqua era applicata ai processi delle fonderie. È possibile che questo avvenne presso l’Abbazia di Clairvaux dell’Ordine Cisterciense nel 1135, ma fu certamente in uso in Francia e in Svezia all’inizio del XIII secolo.[54] In Inghilterra, le prime chiare prove documentate di questo furono nella contabilità di una forgia del Vescovato di Durham, vicino a Bedburn nel 1408,[55] ma non fu certamente la prima volta che venivano impiegate simili tecniche siderurgiche. Nel distretto inglese di Furness, le fonderie alimentate idraulicamente furono in uso all’inizio del XVIII secolo, e vicino a Garstang fino al 1770 circa.
La forgia catalana è un tipo di fonderia alimentata. Le fonderie con il “soffio caldo” erano usate nello Stato di New York a metà del XIX secolo.
L’invenzione del carbon coke
Produzione del coke (illustrazione del 1879).
Fondamentale fu l’introduzione del coke, avvenuta nel Settecento in Inghilterra. “Cuocendo” il carbone (ovvero scaldandolo in assenza di ossigeno) si otteneva carbone “cooked” o coke. Il coke venne utilizzato negli altoforni al posto del carbone di legna, permettendo di incrementare la produzione di ghisa grezza.
Le prime fusioni del ferro usavano il carbone vegetale sia come sorgente di calore che come agente di riduzione. Nel XVIII secolo la disponibilità di legno per il carbone limitava l’espansione della produzione del ferro e l’Inghilterra divenne sempre più dipendente, per una parte considerevole del ferro richiesto dalle sue industrie, dalla Svezia (dalla metà del XVII secolo) e poi dal 1725 anche dalla Russia.[56]
La fusione tramite carbon fossile (o il suo derivato carbon coke) era un obiettivo cercato da tempo. La produzione della ghisa grezza con il coke fu probabilmente ottenuta da Dud Dudley nel 1620, e con un mix di carburanti fatto con carbon fossile e legno nel 1670. Questo fu però probabilmente soltanto un successo tecnologico e non commerciale. Shadrach Fox potrebbe aver fuso il ferro con il coke presso Coalbrookdale in Shropshire nel 1690, ma soltanto per fare palle di cannone ed altri prodotti in ghisa come gusci. Tuttavia, nella pace seguita alla guerra dei nove anni, non ci fu una sufficiente domanda di queste.[57]
Abraham Darby e i suoi successori
Nel 1707, Abraham Darby I brevettò un metodo per la fabbricazione di pentole in ghisa; tali pentole erano più sottili e quindi più economiche di quelle della concorrenza. Avendo bisogno di una quantità maggiore di ghisa grezza, egli noleggiò l’altoforno di Coalbrookdale nel 1709. Là, egli fabbricò il ferro utilizzando il coke, stabilendo di conseguenza il primo commercio di successo di questo genere in Europa. Lo sviluppo del suo metodo che prevedeva di caricare il forno con coke e minerale di ferro, porterà alla tecnologia degli altoforni alimentati a coke che tuttora è quella utilizzata. I suoi prodotti erano tutti in ghisa, anche se i suoi successori più immediati tentarono (con piccolo successo commerciale) di affinarlo in ferro (puro) in barre.[58]
Il ferro in barre continuò di conseguenza ad essere fabbricato con ghisa grezza al carbone vegetale fino al 1755. In questo anno Abraham Darby II (e soci) aprirono una nuova fornace funzionante con il coke presso Horsehay in Shropshire e fu presto imitato da altri. Questi procurarono ghisa grezza al coke alle forge di affinatura di tipo tradizionale per la produzione di ferro battuto. La ragione di questo ritardo rimane controversa[59] anche se probabilemnete dovuta ad una serie di cause. In effetti, almeno inizialmente il coke presentava un costo maggiore del carbone vegetale e lasciava nella ghisa un eccesso di silicio rendendola di cattiva qualità[60] ed altre difficoltà tecniche che necessitarono di tempo per essere risolte.
La reinvenzione dell’acciaio al crogiolo
Nel 1740Benjamin Huntsman, a Sheffield, riscoprì la tecnica dell’acciaio al crogiolo. Dopo anni di esperimenti in segreto, mise a punto una fornace in grado di raggiungere i 1600 °C in cui metteva una dozzina di crogioli di argilla, ciascuno con 15 kg di ferro, che veniva portato lentamente al calor bianco; a questo punto si aggiungevano pezzi di ghisa, i quali, lasciati fondere, aggiungevano al materiale il carbonio necessario; dopo tre ore circa l’acciaio fuso veniva colato in lingotti.
Nel 1740 Sheffield produceva circa 200 tonnellate di acciaio all’anno; un secolo dopo ne produceva 80.000, la metà di tutta la produzione europea, ed era la più grande città industriale d’Europa.
Questo modo di produrre l’acciaio dominò fino all’arrivo del convertitore Bessemer, che produceva acciaio di qualità comparabile ma con costi minori.
Nuovi processi di forgiatura
Disegno schematico di una fornace di affinatura.
Fu soltanto dopo questi avvenimenti che cominciarono ad essere concepiti modi attuabili economicamente per convertire la ghisa grezza in ferro. Un processo conosciuto come invasatura e stampaggio fu ideato nel 1760 e migliorato nel 1770, e sembra essere stato ampiamente adottato nelle Midlands occidentali circa dal 1785. Tuttavia, questo metodo fu rimpiazzato dal processo di affinatura di Henry Cort, brevettato nel 1784, ma probabilmente fatto funzionare con ghisa grezza grigia circa nel 1790. Questi processi permisero la grande espansione della produzione del ferro che costituì la Rivoluzione industriale per l’industria del ferro.[61]
All’inizio del XIX secolo, Hall scoprì che l’aggiunta di ossidi di ferro al contenuto dei forni di affinatura provocava una violenta reazione, nella quale la ghisa grezza veniva decarburizzata; questo processo venne chiamato ‘affinatura umida’. Si scoprì anche che era possibile produrre acciaio fermando il processo di affinatura prima che la decarburizzazione fosse completa.
Vento caldo
L’efficienza dell’altoforno fu migliorata dall’innovazione del “vento caldo” (l’aria, prima di entrare nella fornace, veniva preriscaldata), brevettato da James Beaumont Neilson in Scozia nel 1828. Questo ridusse ulteriormente i costi di produzione. Nel giro di pochi decenni, l’abitudine divenne quella di avere una ‘stufa’ grande quanto la fornace vicino ad essa, nella quale i gas d’altoforno (contenenti CO, monossido di carbonio) provenienti dalla fornace venivano diretti e bruciati. Il calore risultante veniva usato per preriscaldare l’aria soffiata nella fornace.[62]
Il forno Martin-Siemens
Illustrazione del 1895 di un forno Martin-Siemens.
Negli anni 1850 Sir Carl Wilhelm Siemens ideò il cosiddetto forno Siemens, che rispetto alle metodologie precedenti riusciva a diminuire i consumi di combustibile del 70-80%.
Nel 1865 l’ingegnere francese Pierre-Emile Martin acquistò il brevetto e introdusse l’uso del forno Siemens (che da quel momento in poi fu chiamato “forno Martin-Siemens”) per svolgere l’ossigenazione della ghisa grezza (in inglese pig iron).
Disegno schematico di un convertitore Bessemer (“Discoveries & Inventions of the Nineteenth Century” by R. Routledge, 1900).
A parte una qualche produzione di acciaio affinato, l’acciaio Inglese continuò ad essere fabbricato tramite cementazione, a volte seguita da rifusione per produrre acciaio in crogiolo. Questi erano processi “in lotto” la cui materia prima era il ferro (puro) in barre, in particolare il ferro di Oregrund in Svezia.
Il problema della produzione in massa di acciai economici fu risolto nel 1855 da Henry Bessemer, con l’introduzione del convertitore Bessemer nella sua fabbrica di Sheffield in Inghilterra.[63] Nel convertitore Bessemer, la ghisa grezza fusa proveniente dall’altoforno veniva inserita in un grosso crogiolo e poi veniva soffiata aria dal basso attraverso il materiale fuso, bruciando il carbonio disciolto dal coke. Mano a mano che il carbonio brucia, il punto di fusione del materiale aumenta, ma il calore proveniente dal carbonio in fiamme procura l’energia in più necessaria a mantenere il miscuglio fuso. Dopo che il contenuto in carbonio nella colata ha raggiunto il livello desiderato, il flusso d’aria può essere chiuso. Un tipico convertitore Bessemer poteva convertire un lotto di 25 tonnellate di ghisa grezza in acciaio in mezzora circa. L’invenzione dei convertitori ad aria, primo fra i quali il convertitore Bessemer, permise di abbandonare il metodo del pudellaggio (acciaio al crogiolo), lungo e dispendioso.
L’acciaio inox
Vi furono innumerevoli tentativi svolti nel XIX secolo, tesi ad ottenere una lega che mantenesse le caratteristiche meccaniche dell’acciaio risultando però inossidabile. Le varie sperimentazioni si orientarono verso l’aggiunta nell’acciaio di cromo, nichel ed altri metalli[64]. Nel 1913 l’inglese Harry Brearly riuscì ad ottenere effettivamente l’acciaio inossidabile mediante un’alta percentuale di cromo.[65]
I convertitori a ossigeno
Nel 1952 venne poi introdotto alla Voest-Alpine il processo di ossigenazione,[66][67] una modifica al processo Bessemer, che lancia ossigeno da sopra all’acciaio (invece che soffiare aria da sotto), riducendo la quantità di azoto incluso nell’acciaio. Questo processo viene usato in tutte le fabbriche di acciaio attuali; l’ultimo convertitore Bessemer degli Stati Uniti venne messo a riposo nel 1968. Inoltre, a partire dagli anni seguenti la seconda Guerra Mondiale, a Brescia (Italia), utilizzando solo rottami di ferro fusi nel forno elettrico ad arco, iniziarono a produrre acciaio dei piccoli stabilimenti chiamati ironicamente mini-acciaierie. Queste fabbriche producevano solo prodotti in barre all’inizio, ma si sono poi espansi a prodotti piatti e pesanti, una volta dominio esclusivo dei circuiti della fabbricazione dell’acciaio integrata.
Prima di questi sviluppi del XIX secolo, l’acciaio era un lusso costoso e veniva usato solo per un numero limitato di scopi nei quali era necessario un metallo particolarmente duro o flessibile, come nelle parti taglienti degli attrezzi e nelle molle. La grande diffusione di acciaio poco costoso alimentò la seconda rivoluzione industriale e la società moderna come la conosciamo. L’acciaio dolce ha rimpiazzato il ferro battuto per quasi tutti gli scopi, e quest’ultimo non viene più (o quasi più) fabbricato. Con piccole eccezioni, le leghe di acciaio cominciarono ad essere prodotte solo nel tardo XIX secolo. L’acciaio inossidabile fu sviluppato solo all’alba della prima guerra mondiale e divenne largamente usato soltanto negli anni 1920. Queste leghe di acciaio sono tutte conseguenza della grande disponibilità di ferro ed acciaio a basso costo e della possibilità di legarli a volontà.
"Hai un'opinione tecnica o una domanda specifica? Non esitare, lascia un commento! La tua esperienza può arricchire la discussione e aiutare altri professionisti a trovare soluzioni. Condividi il tuo punto di vista!"


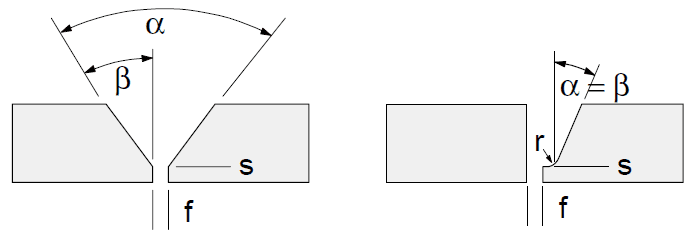



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.png){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
